 Slovensko
Slovensko
Rezanie hliníka
Rezanie neželezných kovov je problematické. Vyplýva to z ich fyzikálnych a chemických vlastností. Tieto kovy majú pri rezaní tendenciu mäknúť, deformovať sa a tzv. „tiecť“ pod nástrojom, najmä ak dochádza pri reze k výraznému zvýšeniu teploty.
Viditeľným dôsledkom sú výrazné otrepy a celková deformácia obrobku na hranách v smere pôsobenia nástroja pri rezaní (obr. 1).
Preto boli na účely rezania týchto materiálov vyvinuté nástroje so špeciálnymi vlastnosťami, ktoré do značnej miery eliminujú nežiadúce javy pri ich rezaní.
Aby sme pochopili, prečo rezanie neželezných kovov prináša iné problémy ako napr. rezanie ocele, vysvetlíme si na úvod, čím sa neželezné kovy líšia od železných.
Vyjasníme si to porovnaním fyzikálnych a chemických vlastností typických zástupcov oboch skupín kovov: hliníka a železa.
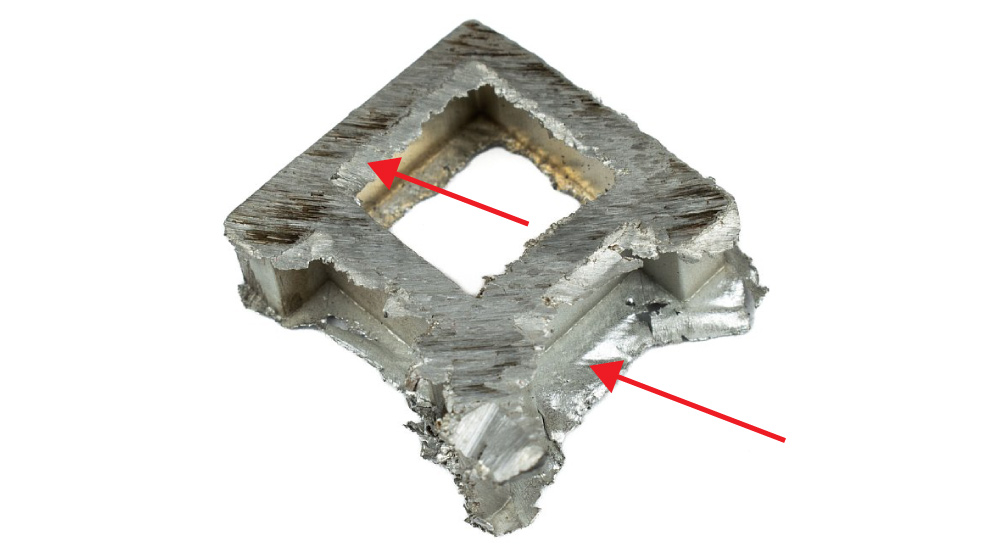
Obr. 1. Otrepy po rezaní hliníka
Oba tieto materiály sú kovmi, avšak výrazne sa líšia:
- hustotou: železo je ťažšie, má mernú hmotnosť 7,87g/cm³, oproti hliníku, ktorý má mernú hmotnosť 2,7g/cm³
- pevnosťou: železo je pevnejšie a tvrdšie ako hliník
- tepelnou vodivosťou: železo má výrazne nižšiu tepelnú vodivosť v porovnaní s hliníkom
- teplotou tavenia: železo má vyššiu teplotu tavenia, približne 1538°C (hliník: 660°C)
Tieto rozdiely vyplývajú z rozdielov v ich atómovej štruktúre a kovových väzbách.
Atómová štruktúra: železo má zložitejšiu kryštalickú štruktúru s typicky kubickým priestorovo centrovaným usporiadaním. Toto usporiadanie atómov vedie k tomu, že železo má pevnejšie väzby a je odolnejšie voči deformáciám. Naproti tomu hliník má kubickú plošne centrovanú kryštálovú štruktúru, ktorá umožňuje ľahšiu deformáciu, pretože tieto štruktúry majú viac rovín, po ktorých môžu atómy ľahšie kĺzať.
Atómové väzby: väzby v železe sú silnejšie kvôli tomu, že má vyšší počet delokalizovaných elektrónov v atómovej štruktúre, ktoré prispievajú k pevnejším kovovým väzbám. Tieto väzby vyžadujú viac energie na to, aby sa prekonali, čo vedie k vyššej tvrdosti a pevnosti železa.
Atómová hmotnosť a veľkosť atómov: väčšie atómy hliníka sú v kryštalickej mriežke umiestnené ďalej od seba, čo znižuje silu interakcií medzi nimi.
Sú tu aj ďalšie rozdiely (magnetizmus, korózia a pod...), tieto však nemajú vplyv na správanie sa materiálu pri obrábaní.
V praxi sa však málokedy používa čistý hliník alebo železo. Vždy sa k týmto surovinám pridávajú ďalšie prímesi (legúry), ktoré menia vlastnosti materiálu podľa toho, na aký účel bude budúci finálny výrobok použitý - tieto cielené zmeny vlastností môžu rozdiel medzi oboma kovmi ešte zväčšiť.
Akými nástrojmi a metódami sa reže hliník?
V priemyselných podmienkach, najmä tam, kde sú vyššie požiadavky na presnosť a čistotu rezu a rôzne hrúbky opracovávaných materiálov sa používajú napríklad kotúčové, pásové a pokosové píly na kov s vhodným usporiadaním, reznou geometriou a rozostupom zubov. Obzvlášť pokosovou pílou sa dajú dosiahnuť vynikajúce výsledky, je však potrebné zabezpečiť, aby jednotlivé zuby mali rovnomerný záber, preto je ideálny strojový posuv píly voči obrobku. Chladenie obrobku a nástroja nie je nutné, ale pomôže vytvoriť ešte čistejší rez, najmä pri hrubších profiloch. Na chladenie je možné použiť rôzne chladiace kvapaliny, napr. u pílových listov sa pri rezaní neželezných kovov používa najmä terpentín.
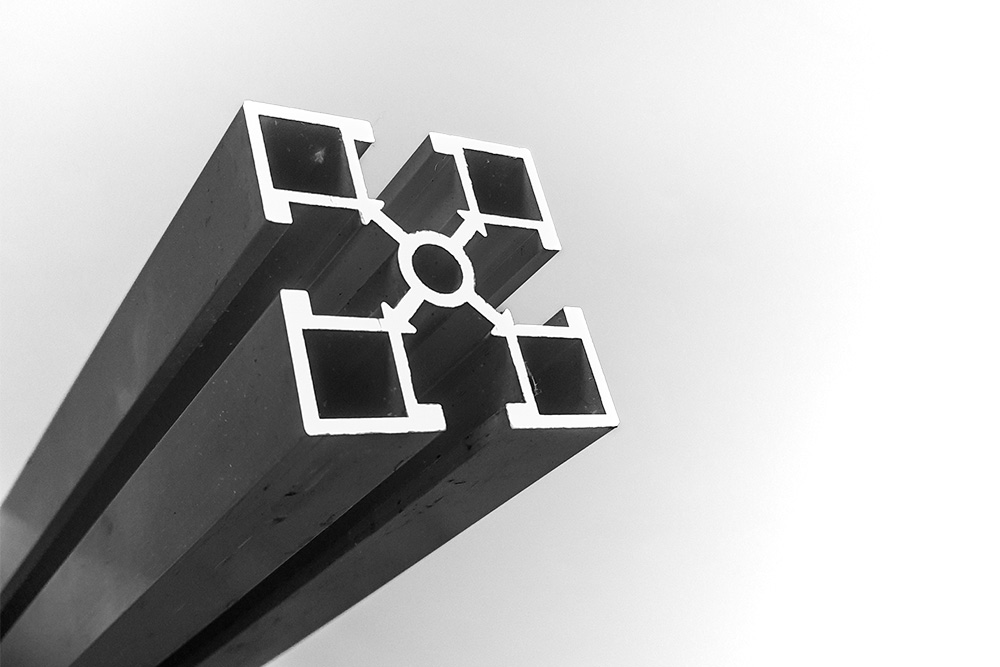
Obr. 2. Rezná plocha hliníkového profilu pri rezaní laserom
Pre najnáročnejšie aplikácie, kde sa vyžaduje dokonalý rez aj hrubších obrobkov bez nutnosti následnej povrchovej úpravy brúsením alebo leštením, sa hodia technicky pokročilé metódy ako laserové rezanie (obr. 2), rezanie vodným lúčom pod vysokým tlakom alebo rezanie plazmou. Pri posledných dvoch metódach je potrebná opatrnosť, pretože môžu vytvoriť tepelne ovplyvnené zóny v obrobku.
Všetky tieto metódy vyžadujú, aby ste disponovali pomerne nákladnými a zložitými náradiami a technológiami.
Neželezné kovy je však možné rezať aj jednoduchšími, finančne podstatne menej náročnými mechanickými metódami. Je to najmä pílenie náradiami, ktoré sú pomerne rozšírené, či už ide o chvostovú, priamočiaru alebo okružnú pílu.
Pokiaľ máte k dispozícii chvostovú pílu, môžete ju s úspechom použiť pre rezanie hliníkových profilov. Pri použití vhodného pílového listu je výsledok pomerne uspokojivý, je však nutné počítať s tým, že pokiaľ sa vyžaduje čistá rezná plocha, nevyhnete sa dodatočnej povrchovej úprave brúsením alebo leštením. Vhodný je akýkoľvek bimetalický pílový list pre pílenie kovov alebo kovových profilov, avšak od vzdialenosti medzi zubami a reznej geometrie závisí rýchlosť rezu a jeho kvalita – čistota. Väčšinou ide o striedavo vpravo a vľavo rozvedené frézované zuby s reznou geometriou MS (milled & side set), prípadne pri menších rozostupoch ide o zvlnené frézované zuby s reznou geometriou MWS (milled & wavy set).
Pre ilustráciu sme rezali konštrukčný hliníkový profil 40x40mm s vnútornými priečkami našimi pílovými listami HERMAN RX-41F SteelCut a HERMAN RX-61F SteelCut. Prvý z nich je určený pre pílenie hrubostenných kovov s hrúbkou 4-12mm, má rozostup zubov 8-10 TPI (vzdialenosť medzi zubami 2,5-3,2mm) a reznú geometriu MS.
Druhý je určený pre rezanie tenkostenných kovov s hrúbkou 1-4mm, má rozostup zubov 18 TPI (vzdialnosť medzi zubami 1,4mm) a zvlnené frézované zuby s reznou geometriou MWS. Ako vyzerá rezná plocha hliníkového profilu po rezaní týmito nástrojmi môžete vidieť na obr 3.
Je vidieť, že otrepy po rezaní sú v prípade jemnejšieho pílového listu o niečo menšie. Rezanie trvalo logicky o niečo dlhšie (RX-41F SteelCut – 12 sekúnd, RX-61F SteelCut – 15 sekúnd).
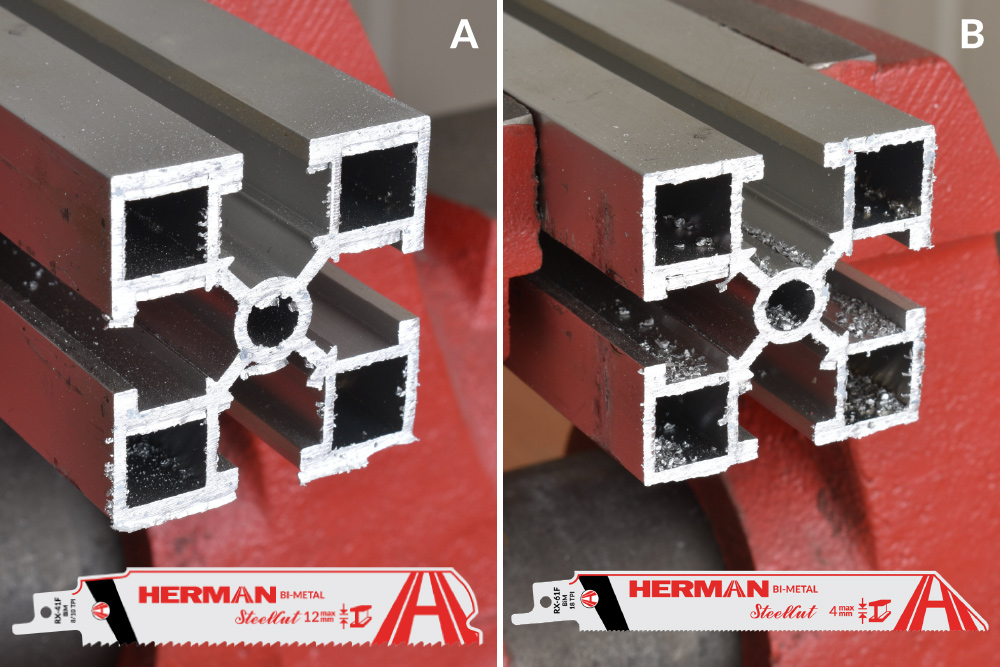
Obr. 3. Rezná plocha hliníkového profilu pri rezaní chvostovou pílou. Pílový list RX-41F SteelCut (A) a pílový list RX-61F SteelCut (B)
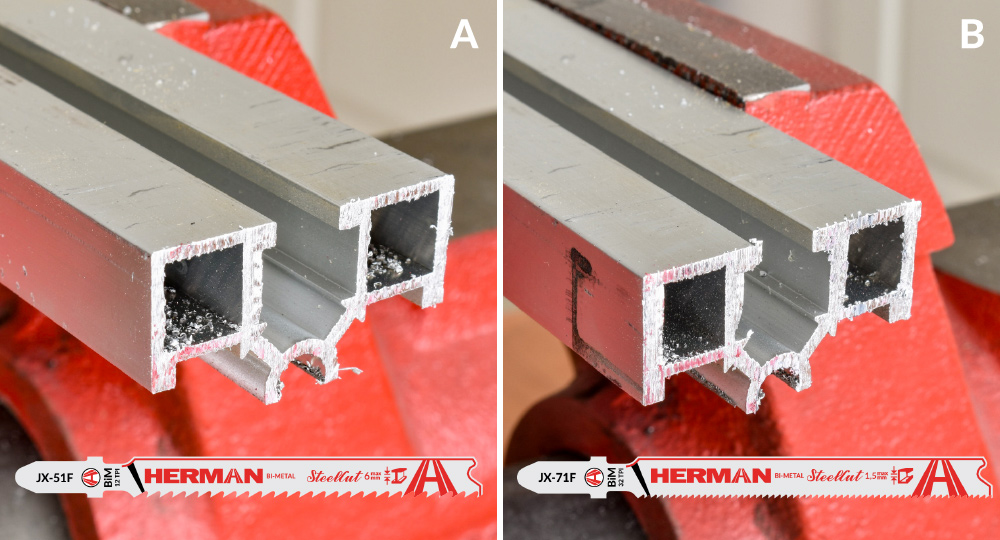
Obr. 4. Rezná plocha hliníkového profilu pri rezaní priamočiarou pílou. Pílový list JX-51F (A) a pílový list JX-71F (B)
Pokiaľ chvostová píla nie je k dispozícii, ale máte priamočiaru pílu, tiež ňou môžete neželezné kovy rezať s približne rovnakými výsledkami. Pre porovnanie sme zase zvolili dva pílové listy s rôznymi charakteristikami: HERMAN JX-51F SteelCut pre rezanie kovových materiálov s hrúbkou steny 2,5-6,0mm, s rozostupom zubov 12 TPI (vzdialenosť medzi zubami 2,1mm) a reznou geometriou MWS a HERMAN JX-71F SteelCut pre rezanie tenkých plechov hrúbky 0,4-1,5mm, s rozostupom zubov 32 TPI (vzdialenosť medzi zubami 0,75mm) a s reznou geometriou MWS. V tomto prípade mal pílový list veľmi jemné zuby s veľmi malým rozostupom a rýchlosť rezu bola podstatne pomalšia - spôsobená zanášaním zubov pilinami hliníka a tým výrazne zníženým úberom materiálu. Na vzhľade reznej plochy nevidieť veľký rozdiel (obr. 4).
Či už použijete chvostovú, alebo priamočiaru pílu, na výsledku sa podpíše princíp činnosti týchto náradí: vibrácie náradia sa prenášajú na obrobok a zanechávajú na ňom stopy v podobe rýh. Rezná rýchlosť je pri pílení týmito náradiami nízka a na reze je vidieť prakticky každý pohyb pílového listu. Keby ste si dali tú námahu a spočítali ryhy na obrobku, zistíte, že každý zdvih píly počas rezania zanechal na reznej ploche svoju vlastnú stopu. Okrem toho všetkého - pri rezaní kovov týmito náradiami je pomerne náročné rukou udržať presnú líniu rezu.
Ak chcete dosiahnuť podstatne čistejší rez, musíte siahnuť po okružnej píle. Pri jej použití s pílovým kotúčom HERMAN CX-30 AlCuCut vyzerá plocha rezu oveľa lepšie (obr. 5).
Tento kotúč s priemerom 160mm je určený špeciálne pre rezanie neželezných kovov ručnými okružnými pílami. Až 48 striedavo plochých a trapézových zubov zo spekaného karbidu s prímesou 6% kobaltu a s pozitívnym uhlom čela zabezpečí veľmi prijateľnú čistotu rezu. K zníženiu trenia aj pri vychýlení nástroja do strany pri rezaní prispieva nepatrné prečnievanie zubov cez okraj tela kotúča a na čistotu rezu má veľký vplyv aj výrazne vyššia rezná rýchlosť. Kotúč má tenké telo a hladký povrch a v porovnaní s chvostovou alebo priamočiarou pílou vyššiu rýchlosť pohybu nástroja voči obrobku a smer pohybu nástroja je vždy jedným, rovnakým smerom. K čistému profilu rezu prispieva okrem veľmi tvrdých a presných zubov aj skutočnosť, že je podstatne ľahšie udržať rovnú líniu rezu.
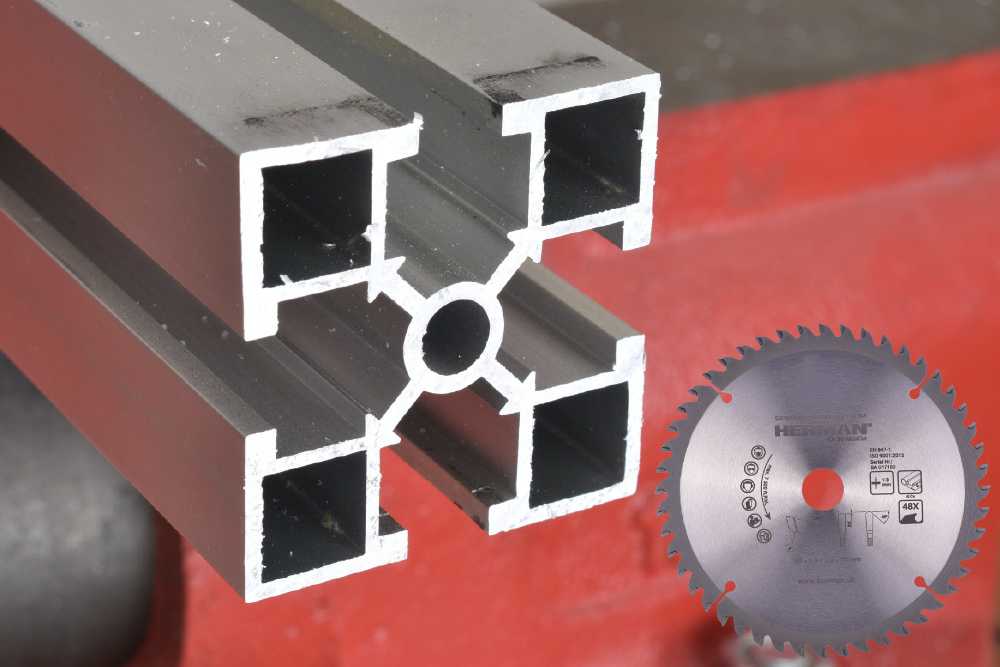
Obr. 5. Rezná plocha hliníkového profilu pri rezaní okružnou pílou s použitím pílového kotúča CX-30 AlCuCut
Záver
Všetky popísané metódy rezania neželezných kovov majú svoje pre aj proti, výhody aj nevýhody. Spoločné však majú to, že k ich použitiu potrebujete náradie, ktoré nie je bežnou súčasťou každej dielne. Chvostovou alebo priamočiarou pílou nikdy nedosiahnete také rovné a čisté rezy ako s okružnou pílou – výhodou je však, ak to potrebujete, možnosť rezania oblúkov. Okružnou pílou so správnym kotúčom dosiahnete pekný a čistý rez, ale zabudnite na oblúky.
V niektorom z nasledujúcich článkov si povieme o tom, ako si s rezaním týchto materiálov poradíte, aj keď nevlastníte vyššie spomínané píly. Stačí, keď máte poruke univerzálneho pomocníka – uhlovú brúsku.
Kľúčové slová: rezanie neželezných kovov, rezanie hliníka, otrepy, rezná geometria, deformácia neželezných kovov, nástroje na rezanie, chvostová píla, priamočiara píla, okružná píla
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN
Náuka o kovoch / Jozef Čech


Silvia Hanzelová –
zaujímavé aj poučné čítanie veľa som sa dozvedela super
Mikulas Tóth –
Zaujímavé a veľmi pouční článok hliník je dosť problematicky opracovateľní materiál.
Josef –
Velice dobře popsána struktura materiálu i průběh řezů s různým nářadím.