 Slovensko
Slovensko
Novinka: rezný kotúč pre rezanie neželezných kovov
Čistý rez neželezných kovov sa dá dosiahnuť pásovými pílami, prípadne pokročilými technológiami, ako rezanie laserom alebo vodným lúčom. Pri montážnych prácach tieto technológie väčšinou nie sú k dispozícii a pomerne uspokojivý výsledok sa dá dosiahnuť aj pomocou chvostovej, priamočiarej alebo okružnej píly. A keď nemáte poruke ani tieto náradia, môžete pre rezanie hliníka a ostatných neželezných kovov použiť aj snáď najbežnejšie a najdostupnejšie náradie – uhlovú brúsku.
Predstavíme si novinku v našom produktovom portfóliu: rezný kotúč HERMAN AX-50 SpeciAl. Je to nástroj určený pre rezanie neželezných kovov. Väčšina renomovaných výrobcov abrazívnych nástrojov ho vo svojom produktovom portfóliu má, preto nám profesionálna hrdosť nedovolila, aby v našom chýbal – ale už na úvod musíme povedať a sami to uvidíte, že ide o núdzové riešenie...
Keď neviete, do čoho idete, výsledok Vás pravdepodobne sklame. Nemôžete očakávať, že rezy budú čisté a bez otrepov, ako pri rezaní ocele.
Prečo sa na rezanie týchto kovov neodporúča použiť bežný nástroj, akým je napr. HERMAN AS-30 Classic? Abrazívne nástroje vyrobené z korundu sú určené predovšetkým pre opracovanie železných kovov, ale režú sa nimi často aj plasty (napr. kanalizačné rúry, pretože „nič iné nie je poruke“). Je nimi možné rezať aj neželezné kovy, ale nie je to také efektívne, ako pri použití špeciálnych, na tento účel vyvinutých nástrojov. Dôvodov, prečo bežné nástroje pre rezanie neželezných kovov nepoužívame, je viac:
- rýchlejšie opotrebenie týchto nástrojov
- vyššie zahrievanie obrobku
- rýchlejšie zanášanie reznej hrany nástroja čiastočkami obrábaného kovu
- nižšia kvalita rezu (výraznejšie deformácie povrchu po rezaní - viac otrepov)
Generovanie vyššej teploty v dôsledku mechanického trenia pri obrábaní v kombinácii s nízkou teplotou tavenia hliníka spôsobí, že obrobok začne mäknúť, deformovať sa a tzv. „tiecť“ pod nástrojom. Viditeľným dôsledkom sú výrazné otrepy po rezaní (obr. 1.).
Ďalším dôvodom, prečo vznikajú pri rezaní hliníka otrepy, je jeho vnútorná štruktúra - má kubickú plošne centrovanú kryštálovú štruktúru s rovinami, ktoré po sebe pomerne ľahko kĺžu.
Nástroj svojím pôsobením „vytláča“ jednotlivé roviny v smere jeho rotácie.
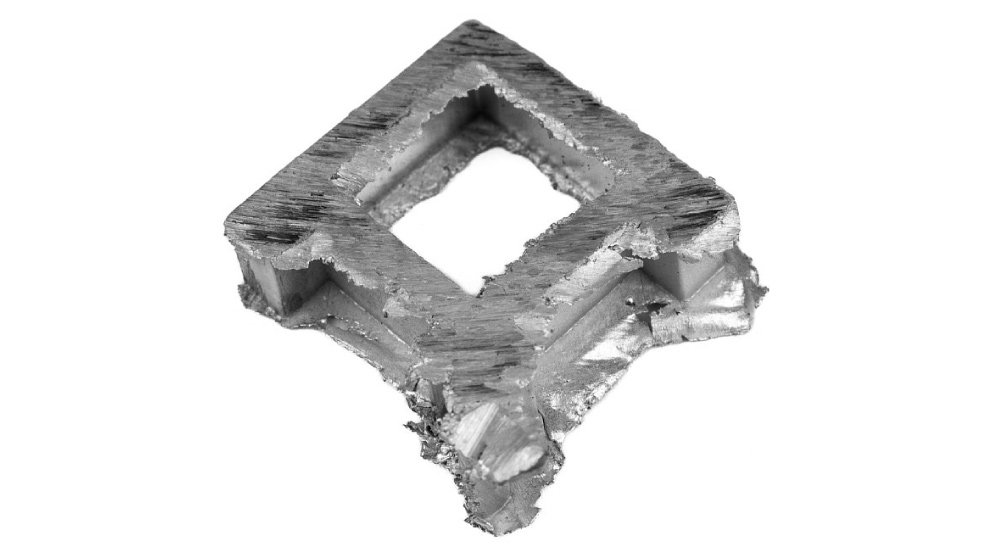
Obr. 1. Otrepy po rezaní hliníka rezným kotúčom

Obr. 2. Plocha rezu konštrukčnej ocele rezným kotúčom
Pri rezaní železných kovov tento problém nemáme a najmä keď zvolíme vhodný nástroj pre opracovanie konkrétneho obrobku a dodržíme odporúčané parametre pri práci (obvodová rýchlosť nástroja, rýchlosť posuvu brúsky voči obrobku,...), dosiahneme podstatne čistejší rez takmer bez otrepov (obr. 2).
Rezanie neželezných kovov uhlovou brúskou s upnutým rezným kotúčom je východiskom z núdze. Používame ho v prípade, keď toho rezať veľa nemusíme, až tak veľmi nám nezáleží na vzhľade rezu a nič iné nie je k dispozícii. Uhlová brúska je bežné náradie, každý ju má vždy poruke a keď potrebujete len občas odrezať kus profilu z neželezného kovu, prípadne prerezať hrubý elektrický kábel, môžete ju použiť.
Teplo vzniknuté trením pri rezaní síce nie je dostatočné na to, aby sa hliník roztavil, ale začne pod nástrojom „tiecť“ a má tendenciu upchať a zalepiť medzery medzi brúsnymi zrnami, ktorými je nástroj osadený. Nástroj rýchlo stráca svoju reznú schopnosť.
Pri opracovávaní hliníka je veľmi dôležité udržať teplotu obrobku na čo najnižšej úrovni. Preto je použitie rezného kotúča vhodné iba pri profiloch, ktoré sa dajú prerezať za krátku dobu, s hrúbkou steny nie menej ako 2mm a nie viac ako 6-7mm.
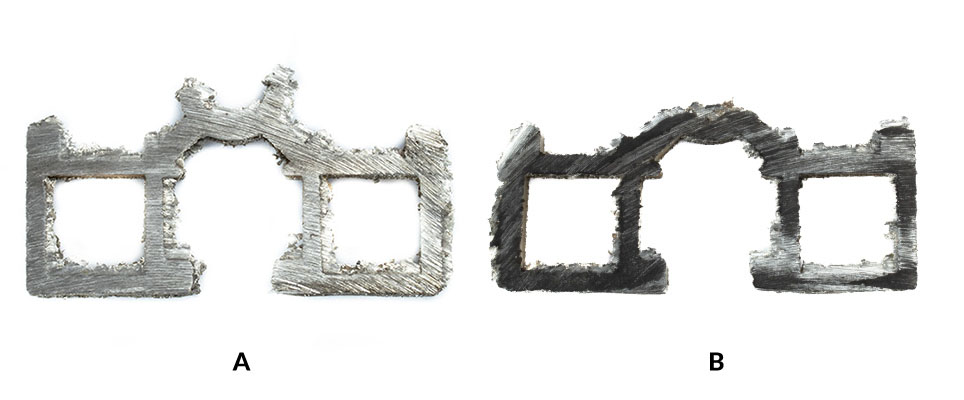
Tepelnej deformácii obrobku sa však pri rezaní rezným kotúčom úplne vyhnúť nedá. Ani zanášaniu medzier medzi brúsnymi zrnkami na hrane nástroja - ale je predsa len menej výrazné u nástroja, ktorý je určený špeciálne pre tento účel (obr. 3).
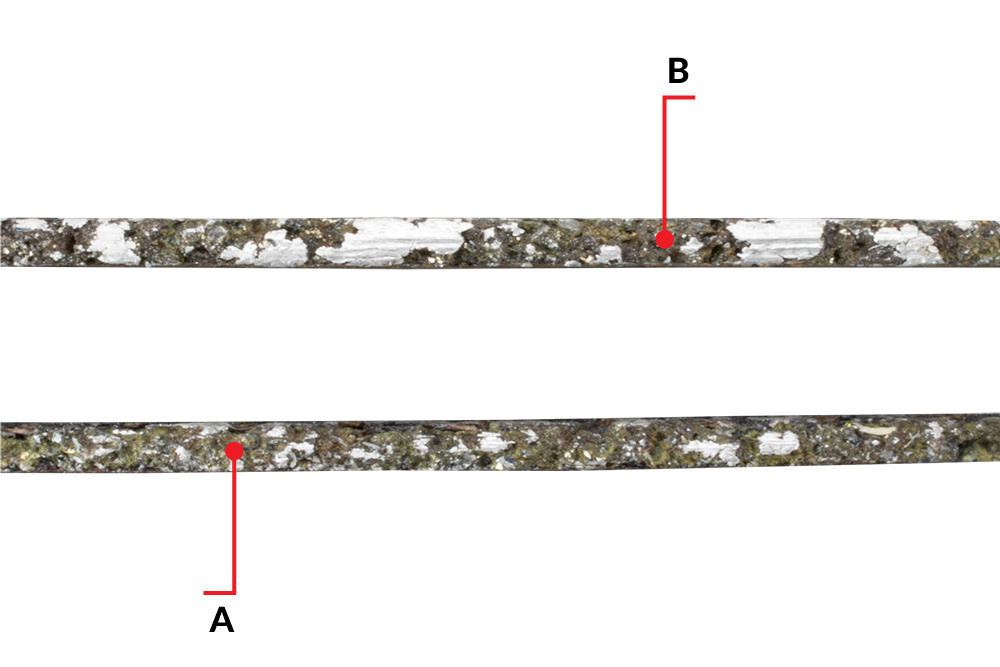
Obr. 3. Rezná hrana nástroja po rezaní hliníka: rezný kotúč na hliník (A), rezný kotúč na oceľ (B)
Špeciálne rezné kotúče pre rezanie neželezných kovov sa od bežných abrazívnych nástrojov líšia použitým brúsivom. Neželezné kovy, ako sú hliník, meď, bronz a mosadz, sa lepšie režú karbidom kremíka (SiC), než korundom (oxid hlinitý, Al₂O₃), ktorý sa používa pri opracovávaní železných kovov z týchto dôvodov:
- Tvrdosť: karbid kremíka je tvrdší než korund. Jeho tvrdosť je približne 9,5 na Mohsovej stupnici, zatiaľ čo korund má tvrdosť 9. Vyššia tvrdosť karbidu kremíka umožňuje efektívnejšie rezanie neželezných kovov, ktoré sú mäkšie než oceľ. Pri rezaní mäkších materiálov sa korund rýchlejšie opotrebúva a stráca svoju účinnosť. Karbid kremíka je vďaka svojej štruktúre a tvrdosti vhodnejší na prácu s týmito materiálmi.
- Nižšia reagencia s neželeznými kovmi: karbid kremíka má menšiu tendenciu reagovať s neželeznými kovmi.
- Účinnosť pri odvode tepla: karbid kremíka má lepšie vlastnosti pri odvode tepla než korund, čo pomáha zabraňovať prehriatiu materiálu počas rezania. To je dôležité pri obrábaní neželezných kovov, ktoré môžu byť náchylné na prehriatie, čo môže zmeniť ich vlastnosti alebo spôsobiť deformácie.
Vráťme sa k nášmu reznému kotúču HERMAN AX-50 SpeciAl. Porovnali sme jeho vlastnosti s dvomi konkurenčnými kotúčmi: RHODIUS XT24 ALU (určený pre rezanie neželezných kovov) a RHODIUS XT69 MULTI (pre rezanie neželezných kovov a kameňa). Pre zaujímavosť sme do testu zaradili aj náš najbežnejší rezný kotúč HERMAN AS-30 CLASSIC pre rezanie ocele. Všetky kotúče boli rozmeru 125x1,0mm.
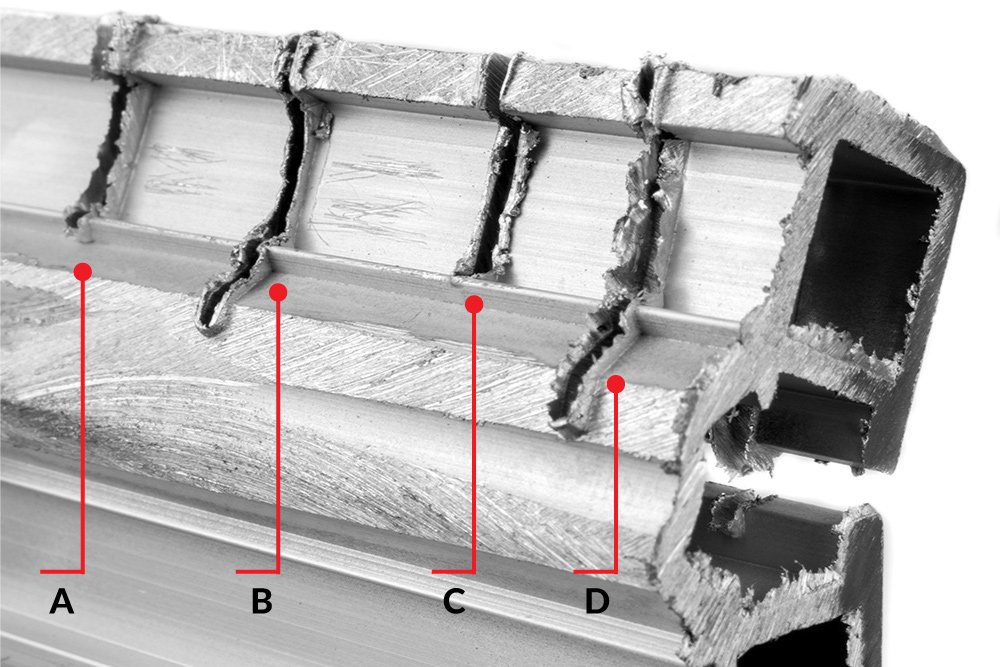
Obr. 4. Vzhľad zárezov do hliníkového profilu jednotlivými kotúčmi: RHODIUS XT24 MULTI (A), HERMAN AX-50 SpeciAl (B), RHODIUS XT69 ALU (C), HERMAN AS-30 Classic (D)
Ako testovaný obrobok sme zvolili konštrukčný profil z materiálu AlMgSi 0,5, ktorý je dobre známy konštruktérom strojných zariadení. Jedná sa o zliatinu hliníka (99%) so stopovými prímesami kremíka, horčíka, chrómu, zinku a titánu. Rozmer profilu je 40x20mm, je vnútri dutý a jeho prierez má plochu cca 100mm2. Všetkými kotúčmi sme vykonali ručne 25 rezov tohto materiálu.
Subjektívny dojem z práce s týmito nástrojmi: test sme vykonali ako “slepý” – obsluha nevedela, ktorý kotúč je v uhlovej brúske práve upevnený. Pracovník nevidel a necítil vôbec žiadny rozdiel medzi jednotlivými nástrojmi. Rezanie tohto materiálu bolo oproti rezaniu ocele menej komfortné, bolo cítiť “odpor” materiálu voči rezaniu. Ani na vzhľade zárezu do profilu jednotlivými kotúčmi nevidieť veľké rozdiely (obr. 4). Otrepy boli menšie u zárezov B a C, ktoré boli vytvorené práve kotúčmi určenými pre rezanie neželezných kovov.
Výsledky zhrnuté v tabuľke prezradia viac:
| RHODIUS XT 24 ALU | RHODIUS XT 69 MULTI | HERMAN AX-50 SpeciAl | HERMAN AS-30 Classic | |
 |
 |
 |
 |
|
| Zvyškový priemer kotúča po 25 rezoch (mm) | 100 | 86 | 99 | 92 |
| Rezná hrana |  |
 |
 |
 |
Tab. 1. Výsledky porovnávacieho testu
Podľa očakávania - najlepšie dopadli a prakticky identické výsledky dosiahli oba rezné kotúče určené špeciálne pre rezanie neželezných kovov: RHODIUS XT24 ALU a HERMAN AX-50 SpeciAl. Kotúče sa opotrebovali najmenej a aj rezná plocha obrobku má menej výrazné otrepy, než v ostatných prípadoch (obr. 5).
Kotúč RHODIUS XT69 MULTI (pre rezanie neželezných kovov a kameňa) dosiahol o niečo slabšie výsledky.
U kotúča HERMAN AS-30 CLASSIC (ktorý nie je určený pre rezanie neželezných kovov) je vidieť výraznejšie otrepy po rezaní a aj rezná hrana je pôsobením vyššej teploty viac sfarbená. Jeho opotrebenie však bolo menšie, ako u kotúča RHODIUS XT69 MULTI.
Obr. 5. Otrepy a sfarbenie reznej hrany po rezaní: kotúčom na rezanie neželezných kovov (A), kotúčom pre rezanie ocele (B)
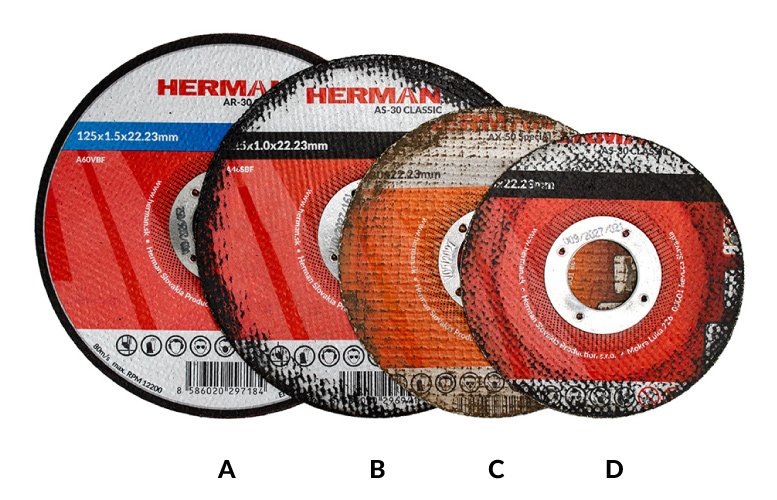
Obr. 6. Opotrebenie jednotlivých kotúčov po 25 rezoch hliníkového profilu 20x10mm
Na obr. 6. vidieť opotrebenie jednotlivých kotúčov po teste. Pre názornosť a porovnanie sme na fotografiu umiestnili aj rezný kotúč AS-30 Classic po 25 rezoch do konštrukčnej ocele prierezu 200mm2, čiže dvakrát väčšieho, než bol prierez hliníkového profilu. Napriek tomu opotrebenie tohto kotúča oproti ostatným je zanedbateľné – vidíme, že rezanie neželezných kovov je oveľa náročnejšie, ako rezanie tvrdej ocele.
Jednotlivé rezné kotúče na obrázku:
- A – nový rezný kotúč priemeru 125mm
- B – HERMAN AS-30 Classic na rezanie ocele po 25 rezoch konštrukčnej ocele priemeru 16mm a prierezu 201mm2
- C – HERMAN AX-50 SpeciAl na rezanie neželezných kovov po 25 rezoch hliníkového profilu prierezu cca 100mm2
- D – HERMAN AS-30 Classic na rezanie ocele po 25 rezoch hliníkového profilu prierezu cca 100mm2
Záver
Z testu vyplýva, že rezanie neželezných kovov uhlovou brúskou je skutočná výzva, práca nie je komfortná, nástroje sa rýchlo opotrebúvajú a výsledný rez má k dokonalosti ďaleko. Keď sa rozhodnete rezať neželezné kovy uhlovou brúskou, oplatí sa použiť kotúč určený špeciálne na tento účel. Dosiahnete lepší výsledok a aj následná povrchová úprava bude menej náročná.
Na obr. 7 vidíme reznú plochu profilu po reze kotúčom AX-50 SpeciAl a po 30 sekundovom brúsení hrany brúsnym papierom zrnitosti P120.
Brúsenie týchto kovov je ešte komplikovanejšie ako ich rezanie a v budúcnosti si o tom môžeme povedať viac. Spomeňme však aspoň lamelový kotúč HERMAN LY-20 SpeciAl, ktorého pracovná vrstva je vyrobená z materiálu Abranet Max a pri brúsení hliníka vďaka sieťovej štruktúre tohto materiálu dosiahneme podstatne lepší výsledok, ako pri použití bežného lamelového kotúča.

Obr. 7. Rezná hrana hliníkového profilu: po rezaní kotúčom AX-50 SpeciAl (A), po úprave brúsnym papierom (B)
Aj keď rezanie hliníka uhlovou brúskou je iba východiskom z núdze, nie je zlé mať zopár takých kotúčov poruke. Vzhľadom na to, že brúsivom je karbid kremíka, môžete ho využiť nielen na rezanie neželezných kovov, ale aj niektorých stavebných materiálov. Napríklad rez do tehly týmto kotúčom je nad očakávanie rýchly a presný. Veď ešte nedávno, kedy boli diamantové kotúče násobne drahšie ako dnes, sa vyrábali práve cenovo dostupnejšie abrazívne kotúče na kameň z karbidu kremíka.
Kľúčové slová: rezanie neželezných kovov, rezanie hliníka, rezný kotúč, uhlová brúska, rezanie brúskou, hliník, otrepy, kvalita rezu
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN

 Ďakujeme za Vašu recenziu
Ďakujeme za Vašu recenziu
 Nedpovedali ste správne na otázky z článku
Nedpovedali ste správne na otázky z článku

Renáta Sliwková –
Tento kotouč určitě si objednáme na naší prodejnu
Fafrák Ján –
Veľmi poučné a hlavne dobre vedieť aj to že je možnosť použitia kotúča aj na stavebné materiáli. Vďaka????