 Slovensko
Slovensko
Prečo záleží na nosnom médiu brúsiv na podložke?
Nosné médium je základnou, spodnou vrstvou brúsiva na podložke, ktorá nesie všetky ostatné vrstvy: spojivá, brúsne zrno a krycie vrstvy. Na spodnej (viditeľnej) strane nosného média (obr. 1) sú vytlačené informácie pre identifikáciu výrobku, ako je označenie výrobcu, typu a zrnitosti použitého brúsneho materiálu a u niektorých aj označenie typu a hrúbky média. Taktiež býva uvedená aj informácia, či je výrobok určený aj pre mokré brúsenie. Pravda, ak sú brúsivá na podložke vo forme brúsnych pásov použité na výrobu lamelových kotúčov, žiadne označenie neuvidíte. Preto by mali výrobcovia poskytovať bližšie informácie o použitom abrazívnom páse v popise produktu.
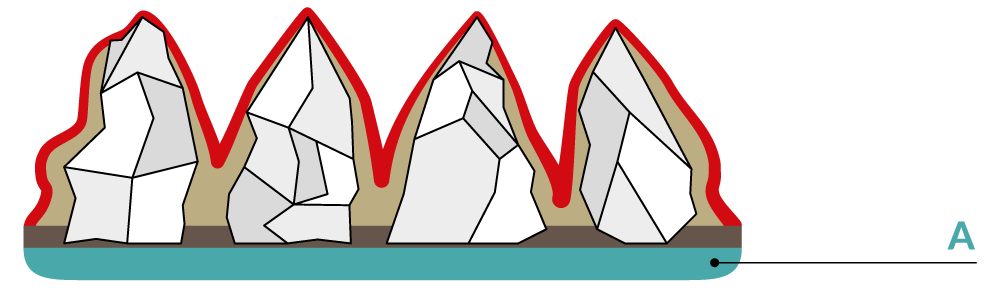
Obr. 1. Nosné médium (A) brúsiva na podložke
V tomto článku sa pokúsime vysvetliť výhody a nevýhody rôznych typov nosných médií a čo treba zvážiť pri výbere vhodných nástrojov.
Väčšina používateľov nástrojov vyrobených z brúsiv na podložke sa pri výbere vhodného nástroja orientuje len podľa typu použitého brúsiva: „na nerez používam vždy modrý lamelák“ (pozn.: zirkónový) alebo „na tvrdé drevo sa mi osvedčil korundový fíbrový kotúč so strednou zrnitosťou“ a pod.
Skoro nikto sa nezaoberá tým, aké nosné médium (obr. 2) bolo použité pri výrobe zvoleného nástroja. Málokto totiž vie, že tento často opomínaný komponent môže mať na brúsny účinok nástroja väčší vplyv než samotné brúsne zrno, ktoré na svojom povrchu nesie.
Pokiaľ ide o výber najlepšieho brúsneho produktu pre konkrétny účel, je dôležité zvážiť, na akom nosnom médiu je umiestnené samotné brúsne zrno. Prečo na tom záleží? Pretože použitie nesprávneho typu podkladu môže mať za následok neefektívne brúsenie, nekvalitne opracovaný finálny povrch obrábaného materiálu a roztrhané alebo poškodené brúsne nástroje. Správnou voľbou brúsneho nástroja sa dá ušetriť veľa času a peňazí, nehovoriac o tom, že výsledok nášho snaženia môže byť lepší.

Obr. 2. Druhy nosných médií a ich základné vlastnosti
Naša spoločnosť vyrába lamelové kotúče z brúsiv na podložke a preto sa zameriame hlavne na nosné médiá používané pri výrobe týchto produktov. Pre lepšie pochopenie problematiky zmienime aj nosné médiá pre iné aplikácie v celej šírke ich spektra.
Najbežnejšími typmi nosných médií na trhu sú papier, tkanina (predovšetkým bavlna) a polyester. Každý z týchto materiálov sa vyrába v rôznych hrúbkach alebo merných hmotnostiach a tak je k dispozícii nepreberné množstvo možností výberu nosného média. Cieľom je, aby brúsne vlastnosti finálneho produktu boli čo najideálnejšie pre konkrétnu aplikáciu.
Lamelové kotúče a nosné médiá
Pre výrobu lamelových kotúčov sa používajú výhradne brúsne materiály na podložke z bavlny alebo kombinácie bavlny a polyesteru. Bavlna (ang. cotton) sa používa u nižších kvalitatívnych línií lamelových kotúčov. U vyšších línií a predovšetkým u prémiových výrobkov s keramickým zrnom, ktoré má oproti korundu a zirkónu dlhšiu životnosť, dominuje ako nosné médium poly-cotton alebo polyester.
Pokiaľ zákazníka zaujímajú detailné informácie o type a hrúbke nosného média brúsneho pásu, z ktorého je lamelový kotúč vyrobený, na samotnom kotúči túto informáciu nenájde. Ani podrobné preskúmanie jednotlivých lamiel nedá jednoznačnú odpoveď – vizuálne sa jednotlivé nosné médiá typu cotton a poly-cotton nelíšia. Rozoznateľný je polyester, ten sa však používa len zriedka pri výrobe najvyšších kvalitatívnych línií lamelových kotúčov. Na internetových stránkach väčšiny výrobcov sa však podrobné údaje o použitom nosnom médiu nájsť dajú. Avšak, u rôznych výrobcov môže mať rovnaké označenie média pomerne široké spektrum materiálov, takže ani tento údaj nie je úplne spoľahlivý. Sú užívatelia, ktorí sa orientujú skôr „pocitom pri práci“ s brúsnym výrobkom.
Bavlnená tkanina (cotton)
Tkaniny môžu byť vyrobené z rôznych typov tkaných vlákien - prírodných, ako je bavlna, ľan, konope, ale aj syntetických, ako je umelý hodváb. Pre výrobu nosných médií pre brúsivá na podložke sa z prírodných materiálov používa výhradne bavlna. Pri tkaní sú vlákna tkaniny prepletané pod pravým uhlom.
Obr. 3. Zadná strana nosného média z tkaniny
Tkanina (obr. 3) ako nosné médium sa tiež vyrába v rôznych hrúbkach/hmotnostiach, ktoré určujú ich úroveň flexibility a odolnosti. Sú trvanlivejšie a odolnejšie voči ohýbaniu a roztrhnutiu, a vydržia dlhšie. Ich výroba je ale nákladnejšia a teda sú drahšie než papierové. Výrobky s pružnejšou a ľahšou tkaninou sú dobré na dokončovacie aplikácie, kde nie je cieľom veľký úber materiálu. Na to sú určené ťažšie a pevnejšie tkaniny, pri použití ktorých je možné vyvinúť vyšší tlak pri brúsení. Ďalšou výhodou je, že brúsivá na podložke z bavlny možno použiť aj na brúsenie s olejom a mazivom. Nie sú však úplne vodeodolné, na to je potrebná špeciálna povrchová úprava.
Podobne, ako u papierovej podložky, aj brúsivá na podložke z bavlny sa vyrábajú vo forme veľkých rolí, z ktorých sa v závere výrobného procesu rôznymi technológiami režú alebo vysekávajú požadované formáty.
Označovanie brúsiv na podložke z tkaniny: neexistuje žiadna norma alebo predpis, ktorý by určoval označovanie typu materiálu alebo hrúbky nosných médií, avšak väčšina výrobcov sa drží nepísaného pravidla a v označení svojich výrobkov používajú písmenové kódy na rozlíšenie týchto parametrov.
Najľahšie tkaniny môžu byť označené písmenami J alebo F, a najťažšie písmenom X, alebo popisne ako soft/flexible cotton cloth – semi-flexible cloth – cotton cloth – heavy cotton cloth.
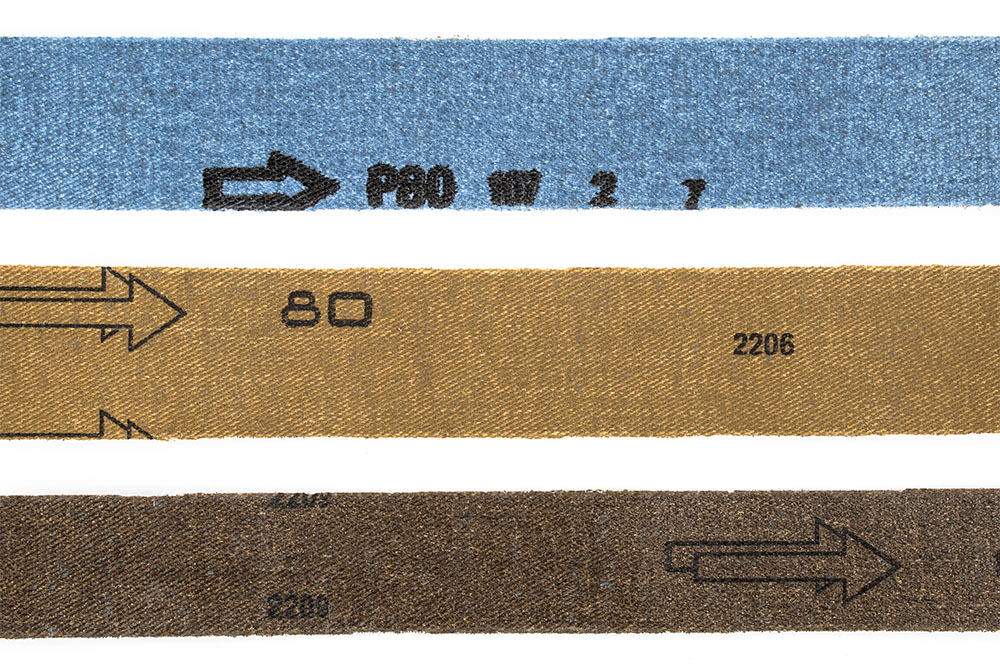
Príklady označenia brúsiva na podložke od dvoch rôznych výrobcov (obr. 4), kde písmeno X hovorí, že ide o podložku bavlny vysokej pevnosti:

Obr. 4. Označenie abrazívnych pásov dvoch výrobcov
Výhody:
- Dostupné v rôznych hrúbkach/tuhostiach
- Odolnejšie voči roztrhnutiu
- Môže byť použité s olejom a mazivom
- Môžu niesť aj brúsivá s hrubšou zrnitosťou (typicky od P36)
Nevýhody:
- Nákladnejšie ako papier
Bavlnená tkanina kombinovaná s polyesterom (poly-cotton), prípadne čistý polyester
Je ďalším stupňom vývoja nosných médií. Do bavlny sa pridáva v rôznom pomere polyester, čím sa dosiahne ešte vyššia tuhosť a odolnosť média. Niektorí výrobcovia ponúkajú aj nosné médiá vyrobené z čistého polyesteru.
Na týchto podložkách sa vyrábajú brúsne pásy určené pre najnáročnejšie aplikácie. Sú veľmi málo ohybné a hodia sa dobre aj pre mokré brúsenie. Hoci lamelové kotúče sa pre mokré brúsenie nepoužívajú, je množstvo iných formátov, ktoré sa pre mokré brúsenie používajú (napr. nekonečné brúsne pásy, voľné archy). Podľa druhu použitého brúsiva sú vhodné pre obrábanie všetkých typov materiálov, predovšetkým tam, kde je potrebný rýchly úber materiálu. Väčšinou nesú brúsne zrno s hrubou zrnitosťou.
Niektorí výrobcovia označujú písmenom X len bavlnu (cotton) a poly-cotton označujú písmenom Y, iní používajú pre označenie bavlny aj poly-cottonu rovnako písmeno X. U čistého polyesteru býva označenie YY alebo Z. Vizuálne sa nelíšia od bavlnených podložiek.
Vo všeobecnosti platí, že u jemnejších zrnitostí sa používa jemnejšie nosné médium a naopak. Nosné médium je potrebné voliť tak, aby sa pri brúsení opotrebovávalo nosné médium rovnomerne a súčasne s brúsnymi zrnkami.
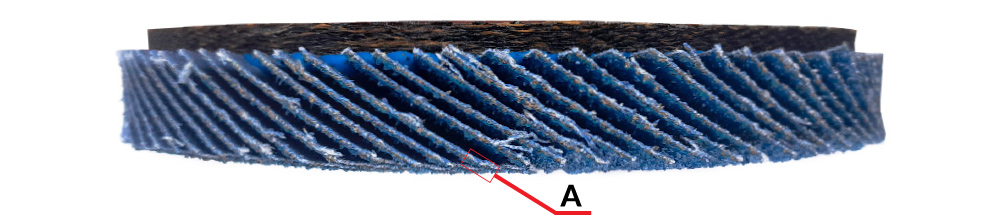
Obr. 5. Aktívna plocha lamely (A)
Nezabúdajme na to, že aktívna plocha lamely (t.j. tá, ktorá nie je prekrytá nasledujúcou lamelou a prichádza do kontaktu s opracovávaným materiálom – obr. 5) tvorí len cca 10-15% povrchu celej lamely. Je dôležité, aby čo najväčšia časť tejto plochy bola pokrytá funkčnými abrazívnymi zrnkami. U nového kotúča je nimi pokrytá celá aktívna plocha (obr. 6 A). Preto nový lamelový kotúč pracuje najlepšie a má najvyšší úber materiálu.
Počas práce sa zrnká otupujú, ale postupne ich spojivo uvoľňuje a odpadávajú. Časť aktívnej plochy lamely je už bez abrazívneho zrna (obr. 6 B) a výkon lamelového kotúča sa zníži. Pokaľ je kotúč kvalitný a pracujeme s ním správne, jeho brúsna schopnosť sa po čase stabilizuje a počas celej jeho životnosti sa už výrazne nemení – aktívna časť lamely má stále ešte dosť brúsiva a okraje lamely bez brúsiva sa pri práci pomaly oddeľujú, čím obnažujú spodnú lamelu s novým brúsivom.

Obr. 6. Aktívna plocha lamiel u nového kotúča (A), správne používaného kotúča (B), nesprávne používaného / nekvalitného kotúča (C)
Pokiaľ bude nosné médium pre danú aplikáciu príliš jemné, dôjde k jeho predčasnému opotrebeniu a brúsne zrná sa budú uvoľňovať príliš rýchlo, skôr než sa stihnú otupiť. Práca s takýmto nástrojom je pohodlná a rýchla, na aktívnej ploche sú k dispozícii vždy nové a ostré brúsne zrná, avšak kotúč sa bude rýchlo opotrebúvať.
Väčším problémom je, pokiaľ je nosné médium pre danú aplikáciu príliš tuhé a odolné. V tomto prípade dôjde k tomu, že celá aktívna plocha lamiel pozostáva už len z holého nosného média bez abrazívnych zŕn (obr. 6 C). Toto je nežiadúci stav, pretože holé nosné médium už nemá brúsnu schopnosť, po opracovávanom materiáli sa kĺže a nedochádza už k úberu materiálu. Je veľmi ťažké „oživiť“ takýto lamelový kotúč a niekedy je nutné vymeniť ho za nový. Toto je pomerne častý problém a jeho príčinou nemusí byť len nevhodný abrazívny pás, ale aj nesprávny pracovný postup. Tým rozumieme použitie príliš vysokého tlaku na obrábaný materiál alebo nedodržanie doporučených uhlov medzi pracovnou časťou nástroja a obrábaným materiálom, najmä ak tieto okolnosti trvajú dlhšiu dobu.
Používatelia v tomto prípade hovoria: „kotúč sa mi zalepil, už nebrúsi“. Kotúč sa nezalepil, aj keď na dotyk už nie je drsný, ale hladký. Pod lupou však vidíme, že naozaj nedošlo k tomu, že by medzery medzi jednotlivými brúsnymi zrnkami boli vyplnené zvyškami po brúsení, ale – zrnká tam už jednoducho nie sú.
Je potrebné spomenúť, že v praxi niekedy naozaj dochádza k zalepeniu lamelového kotúča, nie je to však častý jav. Väčšinou sa to stane pri brúsení hrubej vrstvy laku alebo mäkkého dreva, prípadne farebných kovov. Na tento problém existuje iný liek – použitie brúsneho pásu s menším pokrytím plochy abrazívnym zrnom – hovorí sa tomu „open coating“ – ale to je už téma na ďalší samostatný článok.
Je veľmi dôležité, aby okrem správnej voľby nosného média boli kvalitne vyhotovené aj vrchné vrstvy tvoriace abrazívny pás, predovšetkým základná vrstva spojiva, ktorá spája nosné médium so samotnými časticami brúsiva. Táto väzba musí byť čo najpevnejšia, aby nedochádzalo k nalomeniu vrstvy spojiva a odlúpnutiu celej tejto vrstvy aj spolu s brúsnymi zrnkami od nosného média.
Papier
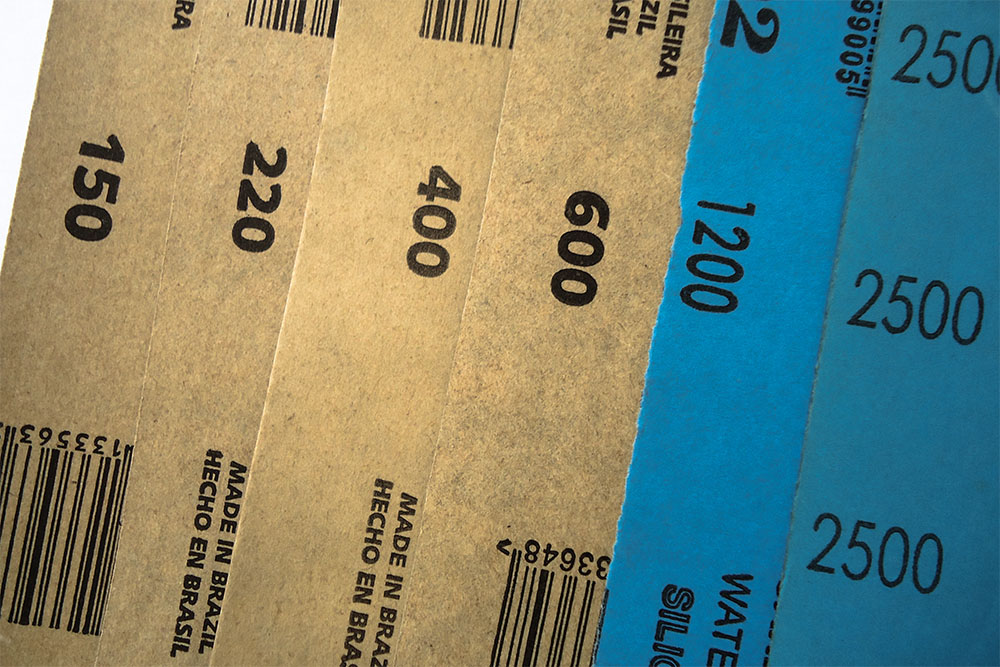
Obr. 7. Zadná strana papierového nosného média
Brúsivá na papierovej podložke (tj. tradičný brúsny papier – obr. 7) sú určené predovšetkým pre ručné brúsenie plôch. U papierových podložiek sa ich hrúbka/tuhosť tiež označuje písmenami, spravidla od A po G, pričom A je najľahší a najflexibilnejší a G je najhrubší a najpevnejší papier. Nie vždy je však táto informácia na výrobku uvedená a tak sa zákazníci pri výbere orientujú často hmatom.
Zatiaľ čo papierový podklad je najľahšou a najpoužívanejšou možnosťou, je tiež najslabším z nosných médií používaných pre brúsivá na podložke. Zároveň sa hodí len pre jemnejšie zrnitosti: pri použití hrubého brúsneho zrna na papierovej podložke by došlo k opotrebeniu nosného média oveľa skôr než k opotrebeniu samotného brúsiva.
Hoci je papier pri nižších hmotnostiach ohybný, čo mu umožňuje prispôsobiť sa tvaru povrchu obrobku, je kvôli tomu veľmi náchylný na roztrhnutie. Pri použití brúsiva na papierovej podložke sa generuje menej tepla, čím poskytuje chladnejšiu, a teda efektívnejšiu prácu pri brúsení.
Vo všeobecnosti sa tieto brúsivá nemôžu používať na mokré brúsenie, pokiaľ nie sú špeciálne povrchovo ošetrené.
Papier sa najčastejšie používa na ľahké až stredné brúsenie materiálov ako je korok, drevo, laky a textílie. Produkty sú dostupné vo väčšine formátov vrátane pásov, diskov a listov. Ľahšie papiere sú dobré na ručné brúsenie, kým väčšie gramáže sú určené skôr pre strojové brúsenie.
Výhody:
- Papier je najlacnejší
- Dostupné v rôznych hmotnostiach/hrúbkach
- Vytvára menšie trenie a menej tepla
- Vytvára dobrú povrchovú úpravu
Nevýhody:
- Môže sa ľahko roztrhnúť
- Použiteľné len pre rovné plochy alebo pre plochy s malými nerovnosťami a zaoblením
- Len pre brúsivá s jemnejšou zrnitosťou (P120 a jemnejšie, avšak na hrubšie médium je možné použiť už zrnitosti od P60)
- Nedá sa použiť na mokré brúsenie, pokiaľ nie je špeciálne ošetrený
Vulkanizovaný fíber
Veľmi tuhá podložka vyrobená tepelným spracovaním lisovaných vrstiev sklotkaniny, ťažkého papiera a syntetických živíc. Používa sa prakticky len na jeden účel – pre výrobu fíbrových kotúčov (obr. 8).
Robustnosť podložky umožňuje umiestniť na ňu aj brúsivá s veľmi hrubou zrnitosťou (P16 – veľkosť zrna v priemere 1,3mm). Fíbrové kotúče sú najvýkonejšími nástrojmi vo svojej triede a oproti iným brúsnym nástrojom majú celý rad výhod.
V budúcnosti sa im budeme venovať podrobnejšie.
Pre úplnosť spomeňme, že existujú aj špeciálne brúsne nástroje vyrobené z brúsiv umiestnených na rôznych exotických nosných médiách, ako sú plastové fólie, sieťovina alebo špongia (obr. 9), ktoré sú čoraz populárnejšie.

Obr. 8. Fíbrový kotúč

Obr. 9. Rôzne menej bežné abrazívne výrobky na špongii a sieťovine
Použitie brúsnych nástrojov na rôznych nosných médiách
| Typ nosného média | Najbežnejšie aplikácie | Najbežnejšie formáty |
| Ľahký papier (A-C) | ručné brúsenie plôch | voľné archy |
| Ťažký papier (D-G) | ručné a strojové brúsenie plôch | archy, nekonečné pásy, vysekávané tvary pre použitie v ručnom náradí |
| Ľahká tkanina - cotton (JF, J) | ručné a strojové brúsenie s vyšším úberom materiálu | archy, nekonečné pásy, vysekávané tvary pre použitie v ručnom náradí, lamelové disky a kotúče |
| Ťažká tkanina -cotton (XF, X) | strojové brúsenie s vyšším úberom materiálu | nekonečné pásy, vysekávané tvary, lamelové kotúče |
| Polycotton | strojové brúsenie - náročné aplikácie | vysekávané tvary, lamelové kotúče |
| Polyester | strojové brúsenie - mimoriadne náročné aplikácie | vysekávané tvary, lamelové kotúče |
| Vulkanizovaný fíber | strojové brúsenie - mimoriadne náročné aplikácie | fíbrové kotúče |
Záver
Pri voľbe brúsnych nástrojov na podložke je vždy dôležité zvážiť, na akú aplikáciu budete nástroj používať. Podľa toho si vyberiete brúsny materiál na vhodnej podložke, či už je to papier, tkanina, sieťovina alebo špongia. Niektoré materiály sú dostupné vo všetkých formátoch, od voľných archov rôznych rozmerov, vysekávaných nástrojov v tvare kruhu, trojuholníka, lichobežníka a pod..., pásov do strojov až po brúsne kotúče rôznych prevedení, iné len v niektorých. Napríklad brúsivá na najtuhšej podložke – vulkanizovanom fíbri sa dodávajú len v jednom formáte – ako vysekávaný fíbrový kotúč v tvare kruhu. Buďte si však istý, že pre každú aplikáciu existuje vhodný nástroj, je len potrebné ho nájsť. Niekedy pomôže len metóda pokus-omyl, ale – stále sa učíme... 
Kľúčové slová: brúsivá na podložke, nosné médium, lamelové kotúče, brúsne nástroje, brúsny materiál
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN

 Ďakujeme za Vašu recenziu
Ďakujeme za Vašu recenziu
 Nedpovedali ste správne na otázky z článku
Nedpovedali ste správne na otázky z článku

Petr Pokluda –
Hodnotny clanek
Peter Tóth –
Zaujímavé informácie, ktoré som inde nenašiel.
Bohuš –
Zaujímavé čítanie ,dosť nového som sa dočítal
Mikulas Tóth –
Zaujímavý a detailne popísaný článok .
Libuša –
Poučné . Doplnenie vedomosti .Ďakujem.
Renáta Sliwková –
Tyto informace určitě uplatníme v naší praxi.
Petr Šindelář –
Dobré informace
Papp Sándor –
Nagyon hasznos cikk
Veľmi užitočný článok
Preložiť text Zobraziť originálMilan –
Je to veľmi dobre že určite aj tých ktorí o tom nič nevedia.
Ján Bunta –
...velmi prepracovane info. skoda len, ze to co je spomonane na zaciatku a niekolkokrat aj v clanku, ze info na brusnych nastrojoch je nejednotne a casto ziadne. Majstrovi potom nezostava ine, ako bolo tiez na zaciatku clanku napisane, len kupit "tento, s tym mi to slo dobre"... zle je aj to, ze casto da v predajnach stretnete prave s takouto radou... "ja som to robil s tymto..."