 Slovensko
Slovensko
Keramické brúsivo – je dobré a výkonné, ale oplatí sa?
Prvé komerčné použitie keramického brúsiva, ktoré svojimi jedinečnými vlastnosťami posúva hranice možností obrábania materiálov sa v praxi odohralo už pred 35 rokmi. K jeho masívnejšiemu rozšíreniu dochádza však až v posledných rokoch. Pomaly, ale iste preniká do povedomia širšej odbornej verejnosti. Keramické brúsivá (obr. 1) tak dopĺňajú tradičné, všeobecne známe technológie, ako sú syntetický korund (oxid hlinitý), zirkónium a karbid kremíka a to predovšetkým u výrobkov najvyšších kvalitatívnych línií.

Obr. 1. Rôzne varianty keramického brúsiva (keramický oxid hlinitý)
Keramické brúsivá predstavujú revolúciu v odvetví. Chemickým zložením ide síce tiež o korund s malým množstvom rôznych prímesí, dôležitý rozdiel je však vo vnútornej kryštalickej štruktúre materiálu. Oproti bežným brúsivám je výroba tejto suroviny podstatne zložitejšia. Bežný syntetický korund sa vyrába vo veľkých elektrických oblúkových peciach, kde sa oxid hlinitý taví pri vysokých teplotách (až 2000 °C). Po ochladení taveniny vznikne veľmi tvrdý materiál – syntetický korund. V ďalšej fáze sa tavenina melie na granulát rôznej zrnitosti, ktorý je východiskovou surovinou pre výrobu rôznych stmelených abrazívnych nástrojov alebo brúsnych nástrojov na podložke. Naproti tomu keramické brúsivo sa vyrába spekaním (sintrovaním) tenkých práškových vrstiev surovín pri vysokých teplotách. Počas spekania dochádza k vytvoreniu pevnej mikroštruktúry so silnejšími väzbami na molekulárnej úrovni, čím sa dosiahne vyššia hustota a merná hmotnosť výsledného materiálu. Následkom toho je vyššia tvrdosť oproti korundu. Tento výrobný proces je v princípe veľmi podobný výrobe tvrdokovov práškovou metalurgiou.
Dôsledkom komplikovaného výrobného procesu je výrazne vyššia cena keramického brúsiva, ktorá sa zákonite musí premietnuť aj do ceny finálnych výrobkov – rezných a brúsnych nástrojov. Ako u každej novinky, aj tu dochádza časom a zvyšujúcim sa dopytom k postupnému poklesu ceny. Ešte pred piatimi rokmi stála tona keramického brúsiva 17.000 EUR – napriek rastu ceny energií je to dnes približne 7.500 EUR. Pre porovnanie: tona syntetického korundu stojí cca 1.300 EUR, pričom za posledných päť rokov v dôsledku rastu cien surovín a energií stúpla o 30%. Takto sa tento prémiový produkt stáva čoraz dostupnejším a v súčasnosti nenájdete brúsny nástroj, ktorý by ste si nemohli kúpiť aj v prevedení z keramického brúsiva.
Keď nebudeme brať do úvahy superabrazíva (diamant, CBN a pod.), ktoré sú z pohľadu technológie výroby aj určenia úplne iným odvetvím, môžeme povedať, že keramické zrná oxidu hlinitého majú najdlhšiu životnosť a najrýchlejší úber opracovávaného materiálu spomedzi všetkých bežne používaných brúsiv. Práca s nimi je konzistentná a agresívna pri miernom aj pri vysokom prítlaku na obrobok. Farba keramického brúsiva je najčastejšie biela alebo bledomodrá a pre farebné označovanie výrobkov z neho sa zaužívala červená farba (obr. 2).
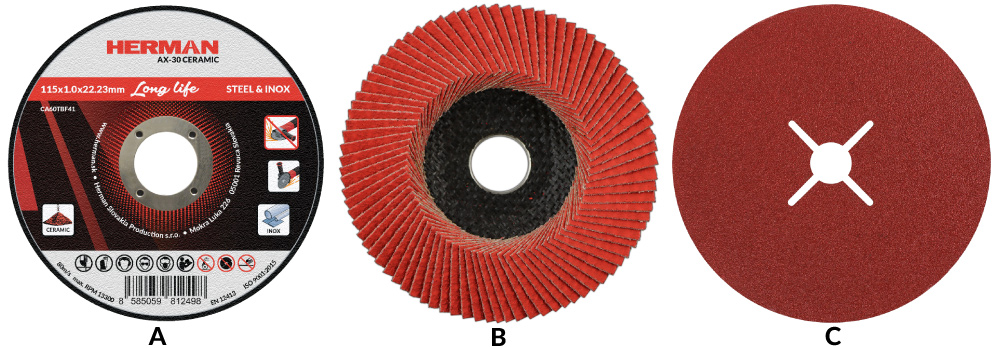
Obr. 2. rezný (A), lamelový (B) a fíbrový kotúč (C) z keramického brúsiva
Keramické brúsivo má v porovnaní s korundom niekoľko zásadných výhod:
- vyššia tvrdosť a životnosť. Keramické brúsivo je tvrdšie ako korund, čo znamená, že vydrží dlhšie pri brúsení tvrdých materiálov, ako sú oceľ, nerezová oceľ alebo ušľachtilé zliatiny. Táto tvrdosť zaručuje dlhšiu životnosť nástroja a menej častú potrebu výmeny nástrojov
- schopnosť udržať ostrý tvar brúsnych zŕn po dlhšiu dobu vďaka mikrokryštalickej štruktúre
- nižšia teplota pri brúsení a rezaní - pri pracovnom procese sa vytvára menej tepla, čo znamená menšie prehrievanie a lepšie zachovanie vlastností obrobku
- efektívnejšie/rýchlejšie odstraňovanie materiálu pri obrábaní
Keramické brúsivo má však aj nevýhody:
- vyššia cena
- krehkosť: aj keď je tvrdšie, keramické brúsivo je krehkejšie ako korund
Toto brúsivo je univerzálne použiteľné, ale vďaka svojim vlastnostiam sa nasadzuje najmä v najnáročnejších priemyselných aplikáciách pre obrábanie ušľachtilých ocelí a superzliatin.
Najvýraznejší rozdiel medzi konvenčným a keramickým brúsivom spočíva v spôsobe, akým sa tieto brúsne materiály opotrebúvajú:
- konvenčné brúsivo má tendenciu sa otupovať, prípadne štiepať pod náhodnými uhlami (obr. 3)
- keramické brúsivo má jemnú mikrokryštalickú štruktúru a postupným odlamovaním a uvoľňovaním malých čiastočiek si stále udržuje ostré hrany (obr. 4)
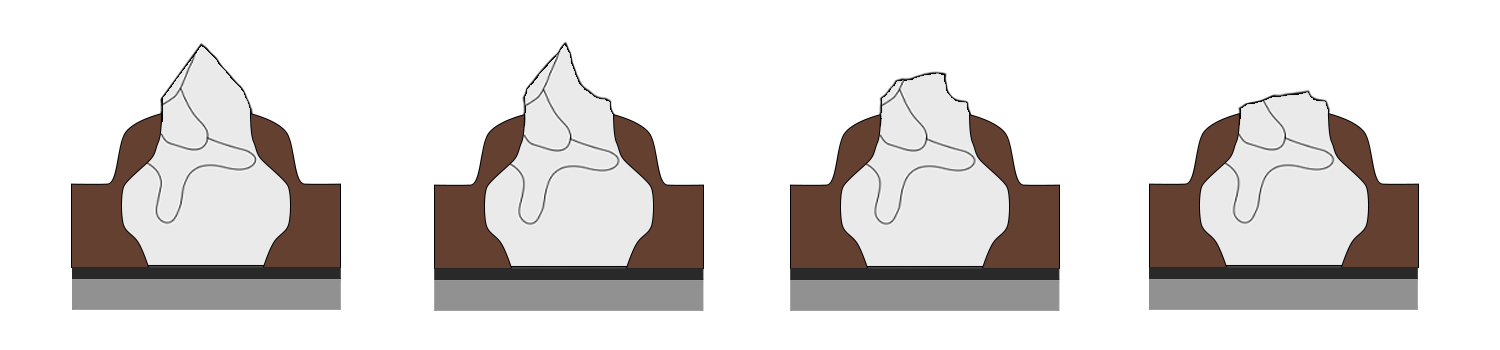
Obr. 3. Opotrebovávanie korundových zŕn – klinovité, hranaté zrno, makroopotrebenie/otupovanie
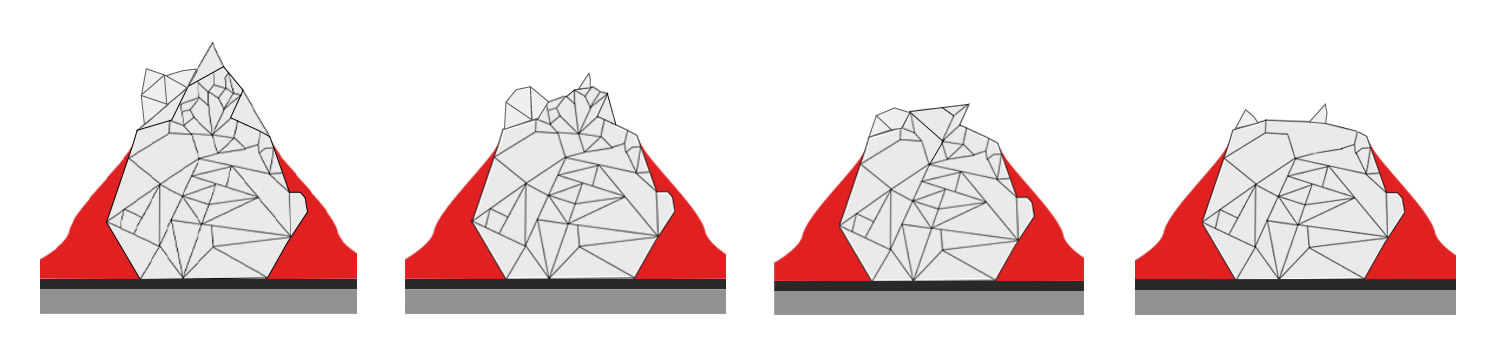
Obr. 4. Opotrebovávanie keramických zŕn – ostrohranné zrno, mikroopotrebenie/samoostrenie
Otupovanie zrna v pracovnej časti nástroja má za následok pomalší rez, resp. pomalší úber materiálu pri brúsení, väčšie prehrievanie nástroja aj opracovávaného materiálu, väčšie namáhanie náradia a v konečnom dôsledku aj vyššie energetické nároky pri rezaní/brúsení.
Porovnanie výkonu nástroja vyrobeného z bežného korundu a keramického brúsiva
Pre porovnanie sme zvolili náš najpredávanejší rezný kotúč AS-30 Classic v rozmere 125x1,0mm vyrobený z korundu a porovnali sme jeho vlastnosti s našou novinkou – rezným kotúčom AX-30 Ceramic. Podrobili sme ich identickému testu na našom testovacom zariadení (obr. 5), rezaným materiálom bola konštrukčná oceľ priemeru 16mm, nástroj bol upnutý do uhlovej brúsky HERMAN WX-12501 (1000W) a počas testu bola rýchlosť posuvu uhlovej brúsky voči rezanému materiálu nastavená na 3mm/sekundu.
Pre hrubé porovnanie rezných vlastností dvoch rôznych kotúčov postačuje otestovať jednotlivé kotúče dvadsiatimi rezmi spomínanej ocele. Keďže v tomto prípade sme chceli urobiť presné porovnanie dvoch výrobkov s výrazne odlišnými vlastnosťami, postupovali sme pri teste nasledovne:
V prvej fáze sa oboma nástrojmi urobilo 20 rezov, v druhej ďalších 30 rezov (čiže spolu 50 rezov). Po každej fáze sa zmerali úbytky priemeru testovaných nástrojov a vyhodnotila energetická náročnosť rezu. Na záver sa testované nástroje rovnakou metódou používali až do úplného opotrebenia (za úplné opotrebenie sa v našich testovacích podmienkach považuje dosiahnutie zvyškového priemeru nástroja 91mm*), aby sme zistili koľko rezov je nástroj schopný vykonať počas celej svojej životnosti.

Obr. 5. Testovacie zariadenie pre rezné kotúče
* Mechanické prevedenie našej uhlovej brúsky a jej upevnenie v testovacom zariadení umožňuje použiť pri rezaní kotúč, ktorého priemer je minimálne 91mm, preto tento priemer považujeme v našich podmienkach za limitný. Za iných okolností, pri rezaní materiálu iných rozmerov, pri použití inej uhlovej brúsky môže byť priemer úplne opotrebeného kotúča menší, ale aj väčší.
Výsledky testovania sme zhrnuli do nasledujúcej tabuľky č. 1. Všetky namerané hodnoty sú priemerom z testovania troch kotúčov z každého typu.
| Typ rezného kotúča | HERMAN AS-30 Classic | HERMAN AX-30 Ceramic |
| Brúsivo | korund | keramický korund |
| Priemer nového kotúča (mm) | 125,0 | 125,0 |
| Hmotnosť nového kotúča (g) | 33,0 | 34,0 |
| Zvyškový priemer kotúča po 20 rezoch (mm) | 119,4 | 123,5 |
| Zvyškový priemer kotúča po 50 rezoch (mm) | 98,0 | 120,5 |
| Priemerný prúdový tok pri rezaní (A) | 4 | 2,9 |
| Cena kotúča (Eur) | 0,76 | 1,99 |
| Počet rezov do úplného opotrebenia | 82,2 | 216,1 |
| Cena / 1 rez (cent) | 0,93 | 0,92 |
Tab. 1. Výsledky porovnávacieho testu
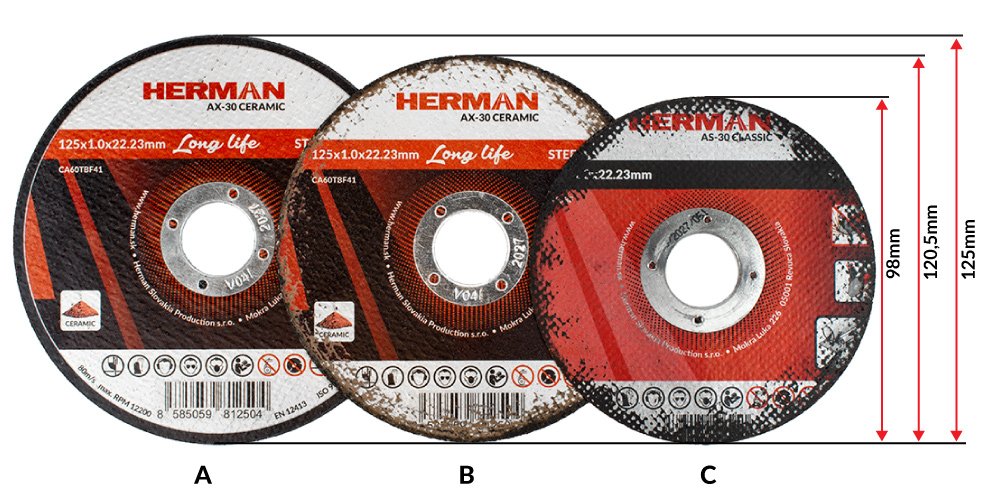
Obr. 6. Opotrebenie korundového (C) a keramického (B) rezného kotúča
v porovnaní s novým (A) kotúčom po 50 rezoch
konštrukčnej ocele priemeru 16mm
Pre lepšiu predstavu na obr. 6 vidíme porovnanie opotrebenia oboch typov kotúčov po 50 rezoch.
Ak by jediným kritériom pri výbere nástroja mala byť cena za 1 rez, tak je prakticky jedno, ktorý nástroj si zvolíme. Rezný kotúč z keramického zrna má približne 2,5-násobnú životnosť (obr. 6) oproti bežnému kotúču vyrobeného z korundu, ale zároveň je aj 2,5-krát drahší.
Je však potrebné spomenúť, že cenu rezu sme vypočítali zjednodušenou metódou: vydelili sme cenu nástroja počtom rezov, ktorý je schopný vykonať počas svojej životnosti.
Nebrali sme do úvahy napr. náklady na energie počas rezania, mzdové náklady a pod. a pritom sú to veľmi dôležité parametre. Všimnite si rozdiel v prúdovom zaťažení náradia: 4,0A v prípade rezania tradičným kotúčom vs. 2,9A pri rezaní keramickým kotúčom. Už pri tomto prvom pohľade je to o 37% menej. V skutočnosti je však rozdiel ešte výraznejší, pretože samotná uhlová brúska pri chode naprázdno, bez záťaže rezaním má odber 1,5A. A teda prúd spotrebovaný na rez samotný je reálne 2,5A v prípade rezania tradičným kotúčom oproti 1,4A pri rezaní keramickým kotúčom, čiže o 78% menej. Čo hovoria tieto čísla? Pokiaľ ide o úsporu energie, platí prvý údaj – ušetríme 37%. Druhý údaj hovorí o komforte pri práci a ten, komu je uhlová brúska každodenným pomocníkom, dobre vie, o koľko pohodlnejšie sa pracuje s nástrojom, ktorý ide ľahšie do rezu. Obsluha sa tak rýchlo neunaví a práca je efektívnejšia po všetkých stránkach.
Keď zohľadníme aj tieto faktory, miska váh sa nakloní v prospech modernejšieho produktu:
- u kotúča z keramického zrna nie je nutná taká častá výmena po jeho opotrebení
- menej odpadu, ktorý je nutné odovzdať/spracovať/recyklovať
- rýchlejší rez
- menšia energetická náročnosť: úspora nákladov na energie, pohodlnejšia a efektívnejšia práca s nástrojom
Vplyv týchto faktorov na cenu za 1 rez nie je zanedbateľný, ale zároveň nie je jednoduché ho vyčísliť. V niektorom z ďalších článkov sa touto tematikou budeme zaoberať podrobnejšie.
Nie je keramika ako keramika
Keramické brúsivo sa vyrába v mnohých variantách, najbežnejšie a najdostupnejšie sú známe pod obchodnými názvami IceCut alebo BlueCut. Z tohto zrna sú vyrábané aj naše abrazívne nástroje. Jednotlivé zrná sú nepravidelného tvaru a dodávajú sa vo všetkých bežných zrnitostiach.
Existujú aj pokročilejšie varianty, ktoré sú charakteristické unifikovaným tvarom (PSG - Precision-Shaped Grain), vačšinou ide o malé trojuholníčky (obr. 7) alebo presnejšie o hranoly s podstavou tvaru trojuholníka. Technológia výroby tohto brúsiva je patentovaná a náročná. Pri jeho použití dochádza k veľmi presnému štiepeniu zrna pozdĺž jednotlivých strán trojuholníka a zrno si tak zachováva stále dokonale rovné a ostré hrany. Príkladom môže byť zrno Cubitron, ktoré vyrába spoločnosť 3M. Toto zrno má ešte lepšie brúsne vlastnosti ako keramika nepravidelného tvaru.
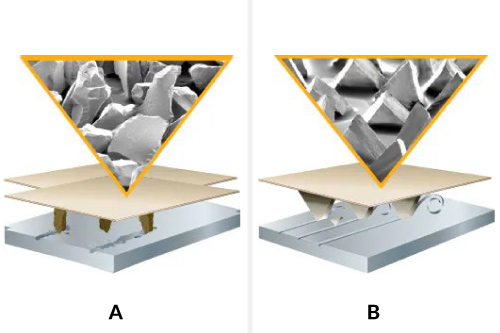
Obr. 7. Rez konvenčným (A) a trojuholníkovým (B) keramickým brúsivom
Záver
Je na zvážení zákazníka, či bude používať pri svojej práci abrazívne nástroje vyrobené z tradičných brúsiv, alebo dá šancu novej, progresívnej technológii. Desaťročiami overené brúsivá tu s nami budú ešte dlhú dobu, ale porovnávacie testy a narastajúci záujem zákazníkov ukazujú, že keramické brúsivá si postupne razia cestu na výslnie. Sú naozaj výkonné a efektívne, ale ako sme spomínali, existuje mnoho variant týchto brúsiv a aj medzi nimi sú výrazné rozdiely. Navyše, keramické brúsivo sa v abrazívnych nástrojoch veľmi často kombinuje s tradičnými brúsivami v rôznych pomeroch – hlavne kvôli dosiahnutiu určitého kompromisu medzi cenou a výkonom nástroja. Už pridanie 20% keramického brúsiva ku korundu spôsobí znateľné zvýšenie výkonu. Úplne ináč sa ale pracuje s prémiovým nástrojom obsahujúcim 70% keramického brúsiva (v extrémnych prípadoch až 100%). Mnohí predajcovia na svojich produktoch uvádzajú označenie „CERAMIC“ a pod., avšak málokedy vedia, akého typu je použité keramické brúsivo a v akom pomere je miešané s tradičnými brúsivami. Naša spoločnosť svoje abrazívne nástroje sama vyrába a tak máme nad týmito parametrami plnú kontrolu.
Kľúčové slová: keramické brúsivo, korund, brúsenie, úber materiálu, porovnanie výkonu, testovanie brúsiv
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN

 Ďakujeme za Vašu recenziu
Ďakujeme za Vašu recenziu
 Nedpovedali ste správne na otázky z článku
Nedpovedali ste správne na otázky z článku

Josef –
Dobře zpracovaná spousta zajímavých a neznámých fakt.
Vajna József –
Igényes és tartalmas cikk.
Nyilvánvalóan ilyen munkához védőfelszerelést és aktívszenes maszkot használunk. Ugyanakkor mivel a szellőzés nem a legjobb (mert mi pl lakott lakások egy-egy zárt helyiségében dolgozunk a vágások során, fontos lenne tudni olyan érzékelhető és a komforttal összefüggő dolgokról is mint a munka környezetét terhelő szag, káros anyag, szálló por. Felteszem, hogy a kerámia mivel ezek szerint lassabban is kopik, alacsonyabb marad a hőmérséklet, jobb eredményt ad vágások során.
Náročný a zmysluplný článok.
Preložiť text Zobraziť originálNa tento druh práce samozrejme používame ochranné prostriedky a masku s aktívnym uhlím. Zároveň, keďže vetranie nie je najlepšie (keďže napríklad počas rezov pracujeme v uzavretej miestnosti obývaných bytov, bolo by dôležité vedieť o veciach, ktoré sú vnímateľné a súvisia s komfortom, ako sú pachy zaťažovanie pracovného prostredia, škodlivé látky, polietavý prach predpokladám, že keramika sa podľa nich pomalšie opotrebováva, teplota zostáva nižšia a pri rezoch dáva lepšie výsledky.
Kántor Sándor –
Mindig örülök a technológia fejlesztésének. A cikk tiszta, világos érthető. Nálunk a köszörülés, szinte mindig a befejező művelet. A köszörülés koronázza meg az alkatrészt. Szívesen kipróbálnánk a korongokat sík és palást köszörülésben is amennyiben már gyártják őket. Nálunk a járatos méretek:
D 350 x 40 x d40
D 350 x 40 x d 127
D 300 x 40 x d 76
D 500 x 75 x d 305
Az alkatrészek ötvözött szerszámacélból készülnek, 60 -62 HRC keményre vannak edzve.
Vždy ma teší, keď vidím, ako sa technológie vyvíjajú. Článok je jasný a zrozumiteľný. Brúsenie je pre nás takmer vždy konečná operácia. Brúsenie korunuje časť. Radi vyskúšame kotúče aj v plochom a plášťovom brúsení, ak sú už vyrobené. Naše bežné veľkosti sú:
Preložiť text Zobraziť originálD 350 x 40 x d40
D 350 x 40 x H 127
D 300 x 40 x H 76
D 500 x 75 x H 305
Diely sú vyrobené z legovanej nástrojovej ocele, kalenej na 60-62 HRC.
Odpoveď:
Kedves Kántor Úr, köszönjük a cikkünkre adott pozitív válaszát. Ami a kérését illeti, sajnos a síkköszörüléshez szükséges korongok nem szerepelnek a szállítási programunkban. Ha másra lenne szüksége, pl. vágó- és csiszoló korongokra, akkor szívesen kiszolgáljuk Önt.
Jozef –
Veľmi dobrý článok,detailne popisujúci vyber rezných a brúsnych kotúčov do uhlových brúsok.