 Slovensko
Slovensko
Brúsny kameň na ošetrenie komutátorových motorov
Menšie iskrenie, lepší kontakt medzi kefou a komutátorom, menší prúdový odber a lepšia účinnosť motora – toto všetko je možné dosiahnuť pomocou brúsneho kameňa na ošetrenie povrchu komutátorov.
V tomto článku sa dozviete, akým ošetrením prechádza komutátor elektrického ručného náradia v našom servisnom stredisku. Budeme radi, keď Vás bude inšpirovať k tomu, aby ste si ho urobili aj sami a ušetrili si tak časť nákladov. O komplexnejšej údržbe, nutnej najmä pred výmenou uhlíkových kief, sa môžete dočítať tu.
Zdôrazňujem hneď na začiatku, že pri práci je nutné dbať na zvýšenú opatrnosť. Nedbalou manipuláciou môže dôjsť k úrazu elektrickým prúdom, preto použite ochranné pomôcky, najmä rukavice s dostatočnými elektroizolačnými vlastnosťami.
Brúsne kamene (obr. 1) používané pre ošetrovanie Vašich komutátorových motorov majú tvar tesárskej ceruzky. Sú k dispozícii v dvoch veľkostiach a každá z nich je v dvoch zrnitostiach: P600 pre hrubé a P1500 pre jemné opracovanie.
Brúsny kameň HERMAN QGH-20 má šírku 12mm a používa sa pre motory s menším komutátorom – a teda aj s menším príkonom (do cca 1200W). Pre väčšie motory (s príkonom viac ako 1000W) je určený brúsny kameň HERMAN QGH-21 so šírkou 20mm. Kamene odstraňujú usadeniny uhlíka, prachu a nečistôt z povrchu komutátora, ktoré sa tam nahromadili počas predchádzajúcej práce motora a na ktoré tlačia kefy pružinami. Popri tom nezabudnime, že motor sa otáča cca 30.000 krát za minútu (500 krát za sekundu). Prebrúsením klzného kontaktu dostane komutátor Vášho motora nový, čistý povrch, po ktorom bude kĺzať nová kefa jedna radosť.

Obr. 1. Brúsne kamene pre ošetrenie komutátorov
Tu treba podotknúť, že je veľa názorov – niekedy protichodných – aký by mal byť brúsny kameň. Iste sa nájdu aj takí, ktorí budú mať námietky voči nášmu spôsobu ošetrovania komutátorov – nám sa však osvedčil a považujeme ho za správny.
Odkiaľ sa vzali na komutátore ryhy a škrabance

Obr. 2. Ventilačné štrbiny uhlovej brúsky
Vzduch z okolitého prostredia nasávaný ventilačným systémom elektrických ručných náradí je nevyhnutný pre chladenie motora. Ak je však znečistený, patrí medzi jeho najväčších nepriateľov. Ventilačné štrbiny pre nasávanie vzduchu (obr. 2) sú síce konštrukčne umiestnené v plášti elektrického ručného náradia tak, aby boli čo najďalej od zdroja znečistenia – teda čo najďalej od nástroja - do náradia však čiastočky prachu aj tak preniknú.
Takému prašnému prostrediu sú vystavené najmä uhlové brúsky – rezaním alebo brúsením dochádza k veľmi silnému zvíreniu prachu v okolí elektrického náradia.
Ide napríklad o stavebný prach, často však vysoko abrazívny – jeho čiastočky sa dostanú medzi uhlíkové kefy a komutátor - tak vznikajú ryhy a škrabance.
Kedy má a kedy nemá zmysel ošetrenie povrchu komutátora
Pred tým, ako sa pustíme do práce, musí padnúť rozhodnutie, či oprava, resp. prebrúsenie povrchu komutátora má zmysel. Dopracujeme sa k nemu kontrolou jeho povrchu. V zásade ide o dva extrémy.
Prvým je havarijný stav komutátora. Na obr. 3 sú prípady, kde je poškodenie, prípadne opotrebenie tak enormné, že nepomôže žiadny brúsny kameň a oprava je veľmi nákladná.
Ak sú príslušné nové náhradné diely dostupné, rotor treba vymeniť za nový. Ak dostupné nie sú, riešením je kúpa nového náradia alebo kompletná, technicky náročná a drahá oprava komutátora – ale to je celkom iná téma.
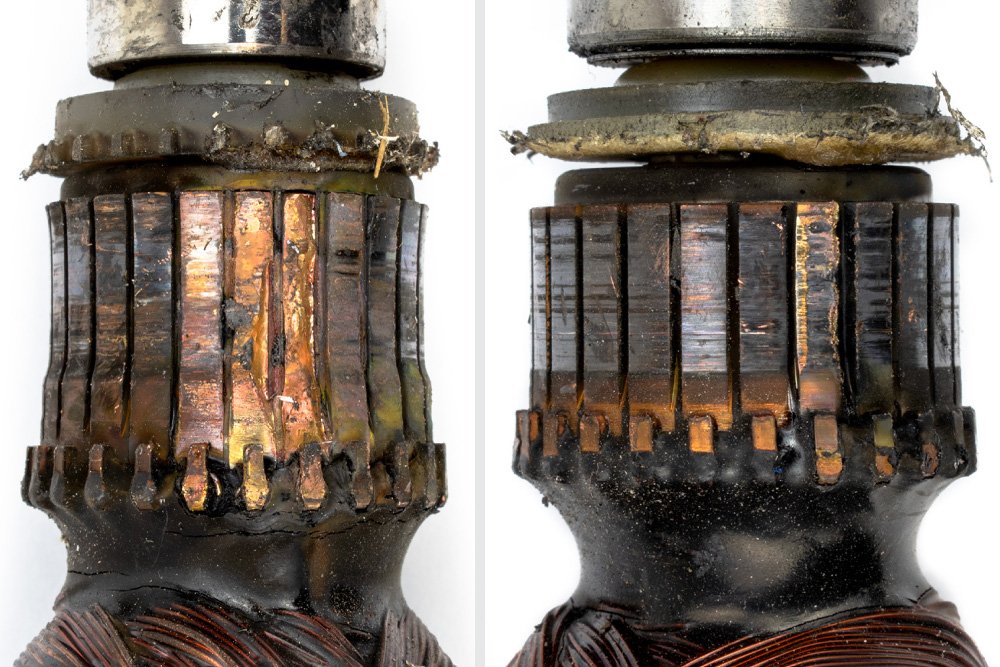
Obr. 3. Komutátory v havarijnom stave
Druhým extrémom je naopak veľmi dobrý stav povrchu komutátora. Pri náradí, ktoré bolo pravidelne čistené stlačeným vzduchom, často vidíme rovnomernú farbu filmu (obr. 4). Toto je pozitívny signál – aj keď je pravdou, že príliš svetlá farba (obr. 4 A) nám signalizuje prácu v príliš suchom prostredí, príliš tmavá farba (obr. 4 B) zase prácu v príliš vlhkom prostredí a ideálna je patinová farba (obr. 4 C).
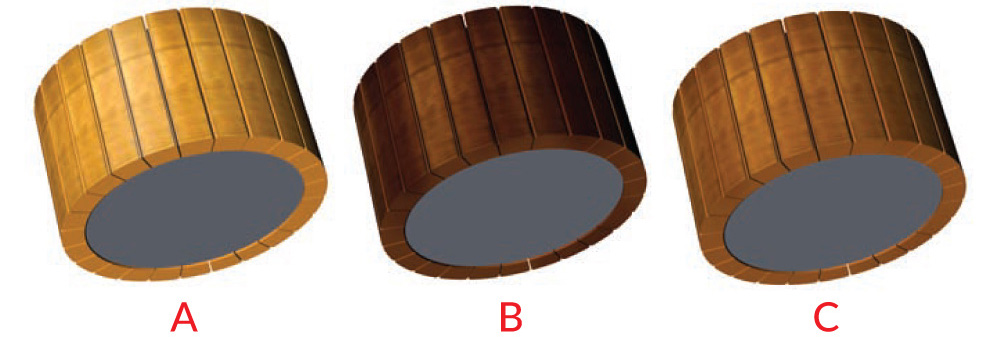
Obr. 4. Príliš svetlá (A), príliš tmavá (B) a ideálna (patinová) farba (C) komutátora
Ošetrenie povrchu takého komutátora je zbytočné a v tomto prípade dokonca škodlivé – iba by sa zbrúsila časť medi z komutátora. Preto to nerobíme ani pri výmene uhlíkových kief – komutátor by sa po čase znova dostal do predchádzajúceho stavu, ktorý je závislý najmä od prostredia.
Naša práca je medzi týmito extrémami
Keď Váš komutátor vykazuje iba ryhy alebo škrabance a zároveň je vidieť, že „nič z neho nechýba“, treba identifikovať rozsah poškodenia a opotrebenia. Pri väčších poškodeniach sa niekedy žiada použiť sústruh, ale pri dnešnej cene práce v porovnaní s cenou nového rotora elektrických ručných náradí to nie je efektívne rozhodnutie.
Ryhy a škrabance – ako ich identifikovať a merať?
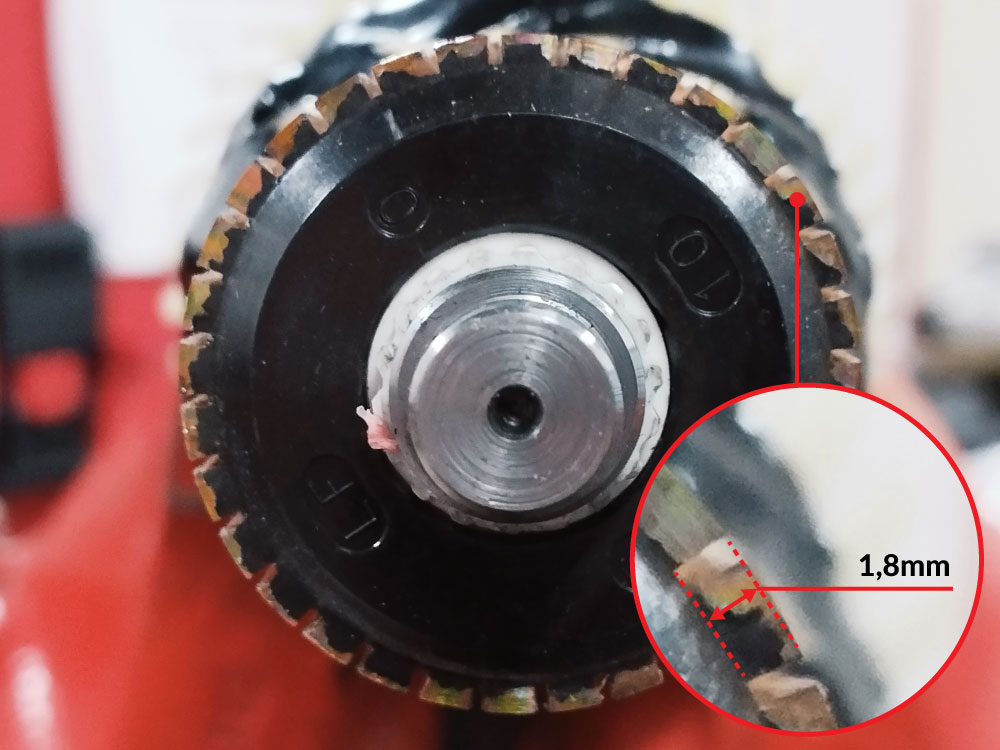
Obr. 5. Komutátor uhlovej brúsky WX-23002
Hĺbka rýh a škrabancov a najmä možnosti ich odstránenia súvisia s vrstvou medi, z ktorej sú lamely komutátora. Tá je rôzna a závisí od veľkosti motora, ako aj od jeho opotrebenia. Výška lamiel u nových motorov s príkonom desiatok kW môže dosahovať aj niekoľko desiatok milimetrov, pri malých motoroch elektrických ručných náradí je podstatne menšia – pohybuje sa od 1 do 2mm. Napríklad výška lamiel komutátora uhlovej brúsky WX-23002 je 1,8mm (obr. 5).
V podstate ide o to, že vrstva medi musí byť dostatočná vzhľadom k rozsahu poškodenia povrchu. Nemá preto zmysel odstraňovať 1mm hlboké ryhy, ak má meď na komutátore výšku 1,1mm.
Pokúsim sa dať Vám niekoľko praktických rád, aby ste si vedeli predstaviť súvislosti medzi veľkosťou ryhy (škrabanca) a veľkosťou zŕn podľa FEPA , nachádzajúcich sa napríklad v brúsnych pásoch, z ktorých vyrábame lamelové kotúče.
Drobné, síce viditeľné, ale prstami nepostrehnuteľné škrabance nie sú nebezpečné.
Zrno veľkosti maku nám spôsobí ryhu 0,6-1mm hlbokú. Ide o veľmi hrubú zrnitosť P30 – P20 (podľa FEPA). Takúto ryhu spôsobilo zrno 2-krát väčšie ako napríklad zrná lamelového kotúča HERMAN LR-10 Area najhrubšej zrnitosti P40. Brúsny kameň so zrnitosťou P600 bude nevyhnutný, avšak je veľmi pravdepodobné, že rotor je zrelý na výmenu.
Priemer ľudského vlasu je udávaný vo veľmi širokom rozsahu (18-180µm), pričom za strednú hodnotu sa považuje hrúbka 100µm (0,1mm). To zodpovedá škrabancu zrna veľmi jemnej zrnitosti zhruba na úrovni P150, čo je jemnejšie, ako náš lamelový kotúč najjemnejšej zrnitosti P120. Takéto škrabance vieme ľahko odstrániť, bude pravdepodobne postačovať brúsny kameň so zrnitosťou P1500.
Zrnitosť P600 má priemernú veľkosť zŕn 25µm (0,025mm), čo je 4-krát menej ako hrúbka ľudského vlasu a zrnitosť P1500 má 12µm (0,012mm), čo je takmer 10-krát menej ako hrúbka ľudského vlasu. S týmito dvoma nástrojmi si poradíme v drvivej väčšine prípadov.
Ryhy a škrabance vieme samozrejme aj merať, ale dá sa v nich zorientovať aj bez toho – zrakom a hmatom. Najľahšie sa rozpoznávajú na hladkých povrchoch, ako je napríklad sklo, lakované drevo alebo kov - a teda aj povrch komutátora. Napríklad ošúchaný display na mobile alebo sklíčko na hodinkách si skôr všimnete zrakom, ale hmatom ho možno nepostrehnete. Platí, že škrabance s hĺbkou pod 10µm môžu byť viditeľné, ale často ich prsty neucítia. Škrabance s hĺbkou nad 20–30µm už bývajú hmatateľné.
Jednoduchý záver: to, čo vidíte, ale necítite, nebrúste. A keď cítite, ale iba veľmi jemne, to je škrabanec asi ako najtenší ľudský vlas. Ani to by som ešte neriešil. Všetko ostatné však áno.
Ak chcete o ryhách a škrabancoch vedieť viac, prečítajte si naše články Uhlíkové kefy V. a Uhlíkové kefy VI.
Video 1: Ošetrenie lamiel komutátora
Ako to ideme urobiť
Ak ste dospeli k záveru, že Vám brúsny kameň pomôže, vyberte rotor a urobte to tak, ako je vidieť vo videu 1. Pri väčšom poškodení použite najprv zrnitosť P600 a následne P1500.
Ak je však poškodenie malé, vynechajte hrubšiu zrnitosť a ošetrite povrch iba zrnitosťou P1500, aj to iba na nevyhnutnú dobu. Nezabudnite, že brúsite do „živého“ a netreba to preháňať. Následne dôkladne vyčistite rotor stlačeným vzduchom.
A na záver – nezabudnite na zabehávanie uhlíkových kief
S ošetrením komutátora je často spojená aj výmena uhlíkových kief. Pod pojmom „zabehnuté uhlíkové kefy“ budeme rozumieť také kefy, ktoré majú rádius zhodný s rádiusom komutátora - prečítajte si náš článok o tom, čo treba urobiť po ich výmene.
Niektoré náradia umožňujú prístup ku komutátoru aj bez jeho demontáže – môžete teda brúsiť pod prúdom (video 2). Takáto možnosť má jednu veľkú výhodu, ale aj veľkú nevýhodu. Výhoda je spojená s rýchlejším zabehaním. Pri brúsení sa totiž uvoľňuje brúsny materiál z brúsneho kameňa a dostane sa aj pod kefu – teda presnejšie – medzi kefu a komutátor. To umožní rýchlejšie prispôsobenie rádiusu kefy povrchu komutátora.
Video 2: Ošetrenie lamiel komutátora pod prúdom
Nevýhodou je, že ak náradie po takejto operácii nevyčistíte a brúsny prach zostane medzi kefou a komutátorom, dôjde k ich rýchlejšiemu opotrebeniu. A naviac – brúsny prach sa môže dostať napríklad aj do ložísk alebo na iné miesta, kde nemá čo hľadať.
Z našich náradí je takáto možnosť pri uhlových brúskach WX-10001 a WX-12501. Pri troche zručnosti sa ku komutátorom dostanete aj pri uhlových brúskach WX-15001, WX-18001, WX-18002, WX-23001 a WX-23002. Pri ostatných náradiach je pre prebrúsenie komutátora demontáž nevyhnutná.
Nebojte sa brúsneho zrna, ale náradie po práci vždy riadne vyčistite!
Kľúčové slová: pemza, krieda, komutátorový kameň, brúsny kameň, komutátor, údržba, elektrické náradie, výkon motora
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN
https://sk.wikipedia.org/wiki/Vlas_(hlava)
https://jk-machinery.sk/edu_plodina/mak/


Mikulas Tóth –
Áno všetky stroje potrebuju akú takú údržbu. Je to supe vec ale si myslím že to račej nechám na servis.
Tomáš –
Zajímavý článek. Zajímavý produkt pro údržbu strojů
Andrej –
Za mňa brusiť komutator za chodu náradia ak je náradie pripojené do zasuvky nie je bezpečné a nemal by to robiť hocikto. Odporúčal by som skôr potočiť vretenom alebo dohodnúť si servis náradia u Vás (s rozobratim a výmenou opotrebovaných častí)
Odpoveď:
Súhlasíme s Vašim názorom, že ošetrovanie komutátora pod napätím nie je bezpečné. Preto sme v našom článku výslovne upozornili, že nedbalá manipulácia môže viesť k úrazu elektrickým prúdom.
Miloš –
Super výrobok a riešenie pre dlhšiu životnosť stroja.Jednoduchá aplikácia brúsneho kameňa prí renovácii zberača.
Tomáš Vojík –
hezká pomůcka. Užitečné. Dost opomíjené téma.