 Slovensko
Slovensko
Záhada vŕtania dokonalých otvorov
Keď sa vrták neotáča v priamej línii okolo svojej osi, dochádza k tzv. hádzavosti a vyvŕtaný otvor nemá dokonale kruhový tvar. Táto veta však naopak neplatí – nedokonalosť otvoru nemusí byť zapríčinená hádzavosťou.
Vŕtanie je operácia, pri ktorej sa pomocou vrtáka vytvára do opracovaného materiálu otvor kruhového prierezu a to dvoma pohybmi: otáčaním (hlavný pohyb) a posuvom do záberu.
Oba pohyby zohrávajú v presnosti vŕtania svoju úlohu, a preto je v prvom rade namieste otázka, aká je požadovaná presnosť vŕtania pre konkrétny otvor a od čoho závisí.
Väčšinou sa všetci sústredíme na uchytávací systém nástroja a často práve naň padá pri „nekorektnom“ otvore prvé podozrenie. Napríklad rýchloupínací systém SDS-plus má na prvý pohľad (alebo dotyk) veľkú hádzavosť - je však určený primárne pre upínanie vrtákov do betónu, kde vysoká presnosť nie je potrebná. Samozrejme, aj takýmto vŕtacím kladivom môžeme prostredníctvom adaptéra SDS-plus a skľučovadla vŕtať vrtákmi do kovu, ideálne otvory však nečakajme – ale na stavbe je to v poriadku, ak je takáto presnosť dostatočná.
Inak je to pri vŕtaní do dreva alebo kovu - všetko však závisí od toho, aká je požadovaná presnosť pri vŕtaní.
Nezaoberajme sa preto vŕtaním do betónu, tehly alebo do dreva a úskalia tejto problematiky si vysvetlíme na vŕtaní do kovu.
Vrtáky používané pre bežné vŕtanie do kovu majú valcovú stopku, preto bude reč aj o trojčeľusťových skľučovadlách, do ktorých sa tieto vrtáky pri vŕtaní upínajú.
Výsledný tvar otvoru ovplyvňujú v zásade tri faktory: ľudský faktor, vrták a hádzavosť vŕtacieho systému.
Ľudský faktor
Pri vŕtaní pomocou ručných elektrických vŕtačiek alebo akumulátorových vŕtacích skrutkovačov zohráva ľudský faktor kľúčovú úlohu a má najväčší vplyv na výsledný tvar otvoru.
Málokto totiž dokáže udržať náradie v rukách tak, aby vrták smeroval k vŕtanému materiálu kolmo vo všetkých smeroch.
Pri akomkoľvek odklone vrtáka od kolmice nebude mať výsledný otvor kruhový tvar, ale bude to útvar, ktorý sa v zahraničnej literatúre nazýva „stadium” alebo “obround” (obr. 1 B) – jedná sa o obdĺžnik ukončený na protiľahlých stranách polkruhmi. Deformácia kruhového tvaru na niekedy „nedefinovateľný“ tvar závisí od toho, ako veľmi a do akých smerov je vrták odklonený od kolmice pri vŕtaní.
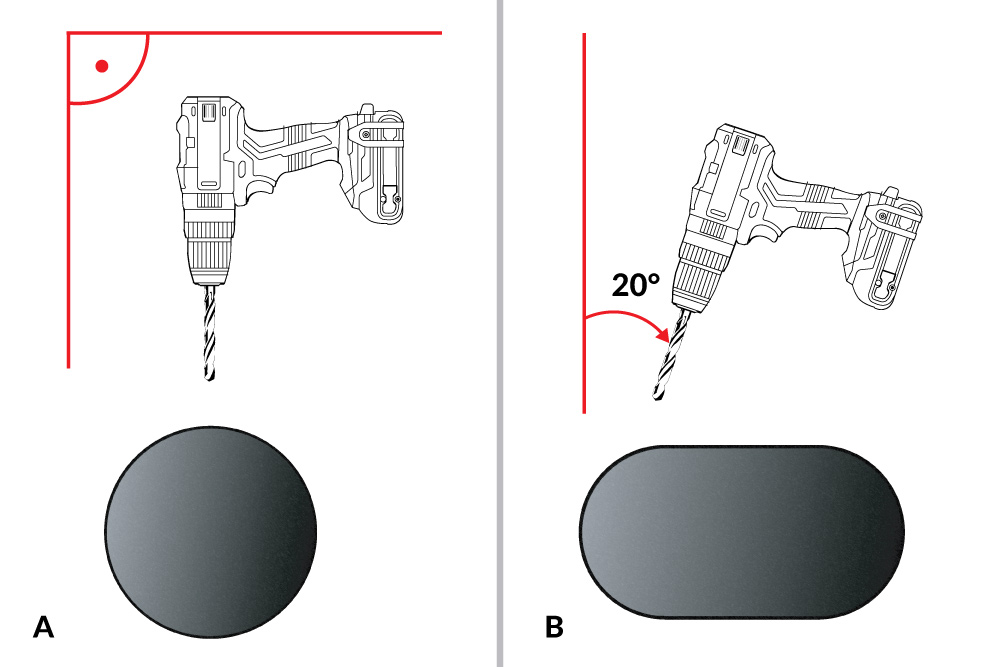
Obr. 1. Výsledný tvar otvoru závislý od uhla vŕtania
Dobrou správou je, že ak je to potrebné a máme príslušné vybavenie, vieme tento faktor jednoducho eliminovať – napríklad použitím stojanovej vŕtačky. Tá nám zaistí kolmé postavenie vrtáka pri vŕtaní a stačí sa pri práci sústrediť iba na primeraný posuv vrtáka do záberu.
Ak je však posuv vrtáka do záberu neprimerane veľký, dochádza k jeho nadmernému namáhaniu a ohne sa (prípadne zlomí). Vŕtanie ohnutým vrtákom deformuje vŕtaný otvor podobne, ako bolo uvedené vyššie.
Samozrejme, tento jav môže nastať ľahko aj pri vŕtaní ručnými vŕtačkami, pričom v tomto prípade môže byť výsledný efekt deformovania znásobený aj kombináciou s nepresným držaním náradia pri vŕtaní.
Vrták
Hádzavosť vrtáka ako príčina deformovaného otvoru je hneď za ľudským faktorom (v prípade stojanovej vŕtačky je na 1. mieste).
Môžete ju overiť jednoduchým testom: upnite vrták do skľučovadla, náradie otočte tak, aby ste sa pozerali spredu na špičku vrtáka a zapnite náradie. U bežných priemerov odhalíte hádzavosť voľným okom. Stred vrtáka nevidíte v jednom bode, ale sa pohybuje po kružnici.

Obr. 2. Ohnutý vrták
Pre vŕtanie do kovu sa najčastejšie používajú vrtáky HSS-R, HSS-G a HSS-E štandardnej dĺžky podľa normy DIN 338, prípadne ich predĺžené verzie, napríklad DIN 340. Ich kvalita na trhu je rôzna – začína kvalitou na úrovni skrúteného klinca a končí vrtákmi s prímesou kobaltu pre veľmi tvrdé ocele. Jedno však majú spoločné: treba ich mazať (napríklad rezným a vŕtacím olejom), primerane tlačiť do záberu a pri vŕtaní priemermi nad 6mm je lepšie predvŕtať otvor menším priemerom.
Keď to neurobíte, vrták sa môže prehriať a v kombinácii s prílišným tlakom ohnúť (obr. 2). Toto ohnutie sa prejaví obvodovou hádzavosťou pri vŕtaní, čo v konečnom dôsledku ovplyvní aj výsledný tvar otvoru.
Hádzavosť vŕtacieho systému
Hádzavosť je veličina vyjadrujúca nesymetrickosť rotujúcej súčiastky. Axiálna hádzavosť sa posudzuje vzhľadom na os zhodnú s osou rotácie, radiálna hádzavosť vzhľadom na os kolmú na os rotácie. Zvýšená hádzavosť spôsobuje nadmerné opotrebovanie súčiastok a ložísk a môže spôsobiť zlomenie vrtáka.
Vrták s valcovou stopkou je upínaný do trojčeľusťového skľučovadla. K radiálnej hádzavosti dochádza, keď sa vrták neotáča okolo svojej osi v úplne priamej línii. Zbaviť sa jej alebo ju aspoň minimalizovať je dôležité pre dosiahnutie požadovaného rozmeru a tvaru vŕtaného otvoru.
Hádzavosť vŕtacieho systému je súčtom hádzavostí skľučovadla, ložísk a výstupného vretena. Pri dobrom technickom stave je ich vplyv na deformáciu žiadaného tvaru vŕtaného otvoru v prípade vŕtania ručnými elektrickými vŕtačkami alebo akumulátorovými vŕtacími skrutkovačmi minimálny.
Skľučovadlo
Skľučovadlo slúži na upnutie nástroja v náradí. U ručného náradia sa používajú dva typy skľučovadiel:
- Rýchloupínacie skľučovadlo (obr. 3 A) - upne nástroj bez potreby kľúča. Dotiahnutím puzdra skľučovadla v smere hodinových ručičiek zaistíme nástroj.
- Skľučovadlo s kľúčom (obr. 3 B) - pre pevné upnutie je nutné dotiahnutie čeľustí pomocou kľúča.
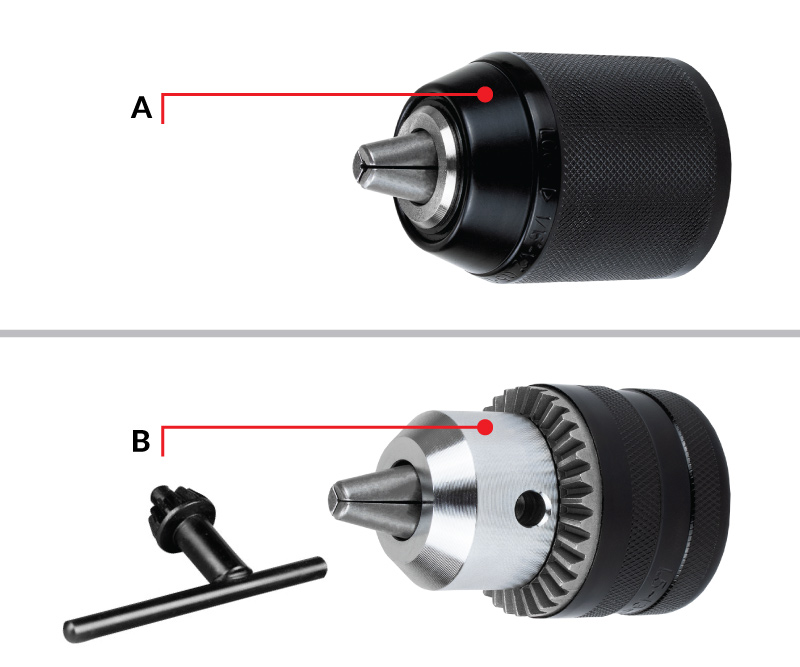
Obr. 3. Rýchloupínacie skľučovadlo (A), skľučovadlo s kľúčom (B)

Obr. 4. Poškodené čeľuste skľučovadiel
Väčšina skľučovadiel má tri samostrediace čeľuste. Pohybujú sa rovnomerne v puzdre skľučovadla tak, aby uchopili nástroj a udržali ho v strede skľučovadla.
Pri vkladaní vrtáka do skľučovadla sa uistite, že vrták je správne zasunutý. Vrták vychýlený mimo stred skľučovadla spôsobí hádzavosť. Nedostatočným dotiahnutím nástrojov v skľučovadle dochádza k pretáčaniu nástroja a poškodeniu čeľustí (obr. 4).
Ložiská
Aj u nového náradia sa môže prejaviť hádzavosť skľučovadla spôsobená vôľou ložiska, v ktorom je uložené vŕtacie vreteno. Vnútorná vôľa ložiska je definovaná ako celková vzdialenosť, o ktorú sa môže pohybovať jeden ložiskový krúžok voči druhému v radiálnom smere (radiálna vôľa – obr. 5 A) alebo v axiálnom smere (axiálna vôľa – obr. 5 B). Na výsledný tvar vŕtaného otvoru má vplyv len radiálna vôľa. Pri novom náradí je táto vôľa zanedbateľná.
Opotrebenie ložísk vŕtacieho vretena sa prejaví zvýšeným radiálnym pohybom vretena, ktoré vytvára točivý pohyb skľučovadla. Takto poškodené ložisko svojou excentrickou rotáciou poškodzuje puzdro, v ktorom je uložené.
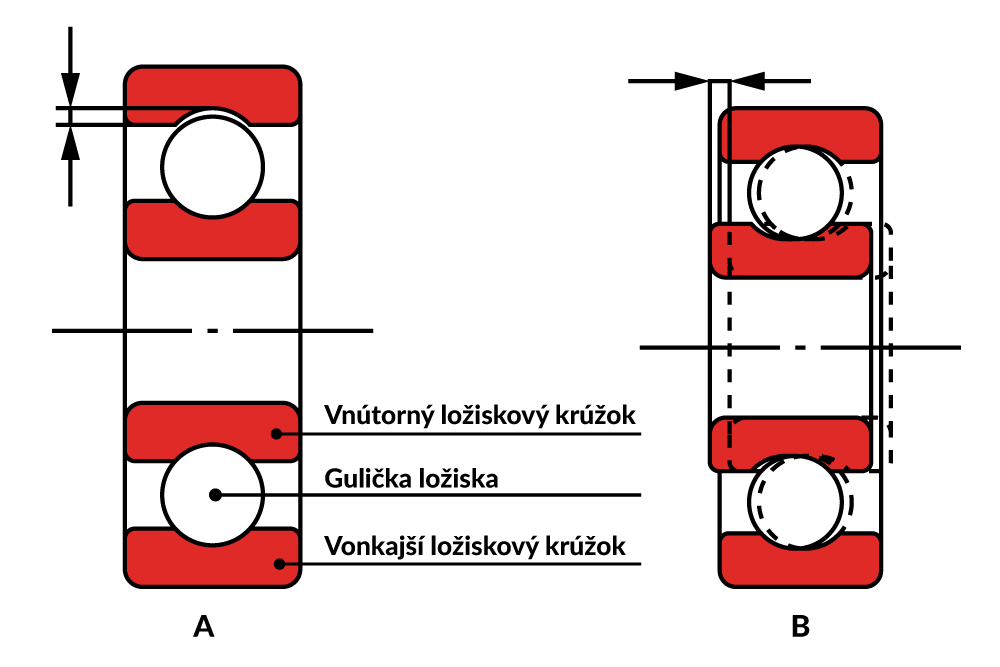
Obr. 5. Radiálna (A) a axiálna vôľa (B) ložiska
Výstupné vreteno
Samotné výstupné vreteno má pri novom náradí zanedbateľnú hádzavosť, nevhodným zaobchádzaním, preťažovaním, alebo použitím nevhodných nástrojov sa však jej miera môže výrazne zvýšiť.
Maximálna hádzavosť
Skľučovadlá a ložiská používané v náradí sa vyrábajú podľa noriem s určitou presnosťou. U skľučovadiel používaných v elektrických a akumulátorových náradiach je stanovená vôľa do 0,35mm. Ložiská majú presnosť rozdelenú podľa ISO do piatich tried. Sčítaním vôle všetkých komponentov - skľučovadla, ložiska a výstupného vretena hovoríme o maximálnej radiálnej hádzavosti u náradia.
Zásady pre vytvorenie presného otvoru
Vplyv jednotlivých faktorov na presnosť výsledného otvoru je zrejmý z obr. 6.
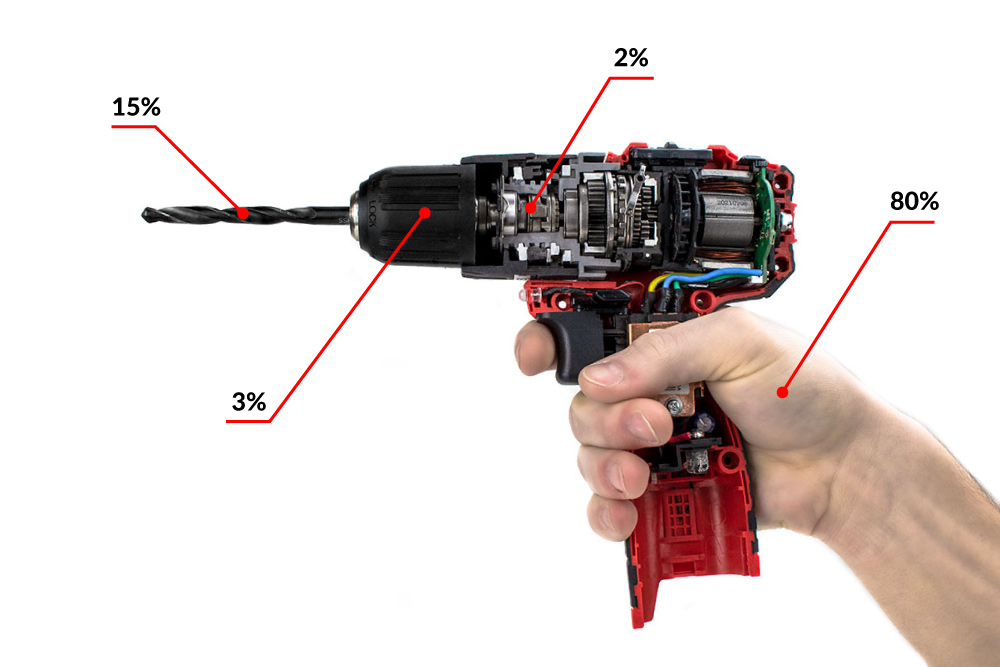
Obr. 6. Vplyv uhla vŕtania a hádzavosti jednotlivých častí na presnosť výsledného otvoru
Jednoducho povedané: pokiaľ po spustení na pohľad voľným okom nevidíte nežiadúce pohyby skľučovadla, vplyv hádzavosti ložísk, vretena a skľučovadla môžete kľudne zanedbať. Dajte pozor na to, aby ste vŕtali rovným vrtákom, ale hlavne – vŕtajte kolmo na materiál. Výsledok je doslovne vo Vašich rukách!
Ak potrebujete presnejšie otvory, použite stojanovú vŕtačku, dôkladne skontrolujte vrták a radiálny pohyb skľučovadla. Voľbou vhodných otáčok pri vŕtaní a použitím vŕtacieho a chladiaceho oleja predídete prehriatiu vrtáka.
Počas vŕtania nepoužívajte príliš veľký tlak – iba taký, aby bol vrták v zábere. Okrem toho majte stále na mysli, že všetky faktory ovplyvňujúce výsledný tvar otvoru spomenuté v článku majú tým väčšiu váhu, čím menší priemer vrtáka používate.
Kľúčové slová: vrták, vŕtanie, hádzavosť vŕtacieho systému, axiálna hádzavosť, radiálna hádzavosť, valcová stopka, skľučovadlo, vŕtačka, SDS-plus, SDS-max
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN
https://beliana.sav.sk/heslo/hadzavost
https://www.skf.com/my/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/bearing-basics/internal-clearance
https://koyo.jtekt.co.jp/en/support/bearing-knowledge/10-0000.html
https://shop.eriks.nl/en/bearing-clearance/
https://www.yukiwa-usa.com/products/drillchucks/dcfaq01.php#a3

 Ďakujeme za Vašu recenziu
Ďakujeme za Vašu recenziu
 Nedpovedali ste správne na otázky z článku
Nedpovedali ste správne na otázky z článku

Mikulas Tóth –
Zrozumiteľné a výstižne napísané.
Petr Šindelář –
Zajímavé čtení
Johnny –
Nepoužívam na vŕtanie do kovu rezné ani vŕtacie oleje tak asi preto mi dlho vrtáky nevydržia
Fedo –
Fajn clanok. Treba sa zamysliet pri zlej diere, či je chyba v sklučovadle alebo v nejakom lozisku.
Tomáš Vojík –
Ano, lidský činitel 80 procent. Nemá cenu se vymlouvat na stroje.
Kubik Imre –
Értékes tanácsok kezdők számára.
Cenné rady pre začiatočníkov.
Preložiť text Zobraziť originálVěra Gachová –
Pro náš kolektiv článek byl velkým přínosem.
Silvia Hanzelová –
Poučný článok, jednoduché vysvetlenia- ľahko pochopiteľné
Peter Skalka –
Zaujímavý článok.
Bohumil Piala –
Článok je náučný , sám robím chyby pri vŕtani hlavne keď časovo nestíham
Peter –
Perfetný článok